浙江某精细化工企业,在生产高纯度试剂时,其纯水系统运行2年后突然出现反渗透膜结垢,产水电导率从15 μS/cm飙升至200 μS/cm,直接导致两条生产线停产5天。停工期间,每天损失产值约30万元,加上紧急维修和膜更换费用,合计损失超过180万元。这并非个案——据行业调研,精细化工企业因水处理系统问题导致的非计划停产,平均每年发生1.8次,单次损失从50万到300万元不等。
精细化工对纯水水质的要求极为苛刻:电阻率需达到15 MΩ·cm以上,TDS低于50 mg/L,任何波动都可能影响产品纯度甚至引发副反应。然而,许多企业在系统设计时过于关注初始投资成本,忽略了运行时参数控制的重要性,导致系统在中后期频繁出问题。
痛点一:水质波动影响产品纯度,批次合格率下降
精细化工生产中,纯水用于配料、清洗和反应介质。水质波动轻则影响产品外观,重则导致批次报废。某涂料企业曾因电导率升高,使产品出现浑浊现象,整批货物被客户拒收,损失达60万元。
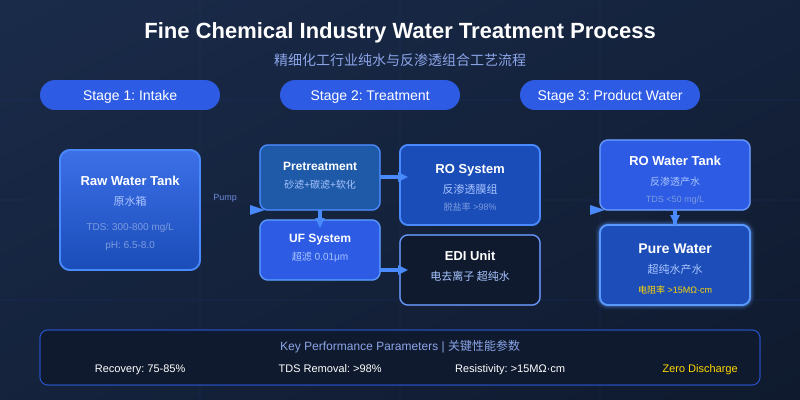
昌海环保针对精细化工行业的纯水需求,推出RO+EDI组合工艺:原水经砂滤、碳滤、软化预处理后,进入反渗透系统(脱盐率>98%),再经EDI电去离子模块深度除盐,最终产水电导率稳定在5-15 μS/cm,电阻率高达15-18 MΩ·cm,完全满足精细化工的高纯度用水要求。该工艺在广东某精细化工园区项目中已稳定运行3年,产水水质零波动记录。
痛点二:结垢导致停产,开机半年就要换膜
反渗透膜结垢是精细化工企业最常见的问题。当进水硬度未充分软化、pH值控制不当,或浓缩倍数过高时,碳酸钙、硫酸钙垢就会在膜面沉积。结垢不仅降低产水率,还会造成不可逆的膜性能衰减。
昌海环保的解决方案从预处理阶段就开始干预:首先,配置全自动软水器,确保进水硬度小于1 mg/L;其次,在RO系统前设置阻垢剂自动加药装置,抑制碳酸盐和硫酸盐结晶;再者,配置在线水质监测系统,实时监控pH、浊度、SDI等关键指标,一旦参数超标即触发报警和自动调整。整个系统通过PLC控制,实现无人值守运行。
在浙江某精细化工企业的实际案例中,昌海环保为其配置的预处理+RO系统,运行18个月后反渗透膜性能仍保持出厂值的95%以上,无需任何化学清洗,膜元件寿命比行业平均水平延长了1倍。
痛点三:高盐废水处理成本高,环保压力日益加重
精细化工生产过程中,RO系统会产生占总进水量25%-30%的高盐浓水。这部分浓水TDS通常在3000-8000 mg/L之间,传统处理方式是达标排放,但随着环保要求趋严,排放成本逐年上升。
昌海环保提供两种阶梯式回用方案:一是将浓水引入二级RO进一步回收利用,二级产水可回用到清洗环节;二是配置DTRO碟管式反渗透系统,对浓水进行高倍浓缩,将TDS提升至100 g/L以上,浓液体积缩减70%以上,大幅降低末端处置成本。两种方案均可与废水回用系统组合,实现水资源利用率大于等于85%,帮助企业达成近零排放目标。
如何避免精细化工纯水系统的三大陷阱?
- 选型时不仅看初始报价,要核算膜更换周期和药剂消耗成本
- 预处理阶段不要省——软化和阻垢做得不到位,后期维修成本是前期投入的5-10倍
- 选择有精细化工案例的供应商,工艺设计需匹配具体行业的水质特征
- 系统运行数据要定期存档,出现波动趋势时及时介入,避免小问题演变成大故障
昌海环保专注于水处理设备制造12年,已为泰国、新加坡、印尼等多个国家和地区的精细化工企业提供纯水系统解决方案。如您正在评估或优化现有纯水系统,欢迎与我们的技术工程师沟通,获取针对您具体水质和产量要求的定制方案。

