浙江某高端涂料企业在一次重要订单交付前两周,突然出现产品批次质量事故——细度不达标、出现异常颗粒。排查发现:制备工艺中用于溶解和稀释的反渗透纯水电导率在凌晨时段出现短时波动,导致原料配比精度下降,最终影响产品一致性,直接损失超过80万元。
这并非个例。在精细化工领域,水质波动对生产的影响往往是隐蔽的、累积的——它不会立刻报警,但一旦显现,就意味着整批原料和工时的浪费。对于日产值数十万元的精细化工企业而言,纯水系统的稳定性不只是一个技术参数问题,而是一个直接关联经营风险的商业问题。
精细化工为何是纯水质量”高敏感区”
精细化工对纯水的要求区别于普通工业用水,体现在三个核心维度:
- 电阻率要求严格且稳定。精细化工反应釜配液、CIP清洗、原料溶解等环节要求水质电阻率达到15-18.2 MΩ·cm,波动幅度超过±5%就会影响原料分子状态和产品一致性。
- TOC要求极低。高端涂料、电子级溶剂、活性原料配制环节对有机物(TOC)要求小于10ppb,常规RO系统难以稳定达到。
- 细菌内毒素风险。间歇性停机后系统死水中易滋生细菌,进而产生内毒素,影响产品微生物指标,特别是需要高温反应或无菌灌装的工艺环节。
传统单级RO+离子交换工艺,不仅耗材消耗快、再生频率高,而且出水质量随树脂老化呈缓慢下降趋势,维护团队往往在指标超标后才发觉,错过了最佳干预窗口。
昌海环保全膜法方案:RO+EDI双主线稳定产水
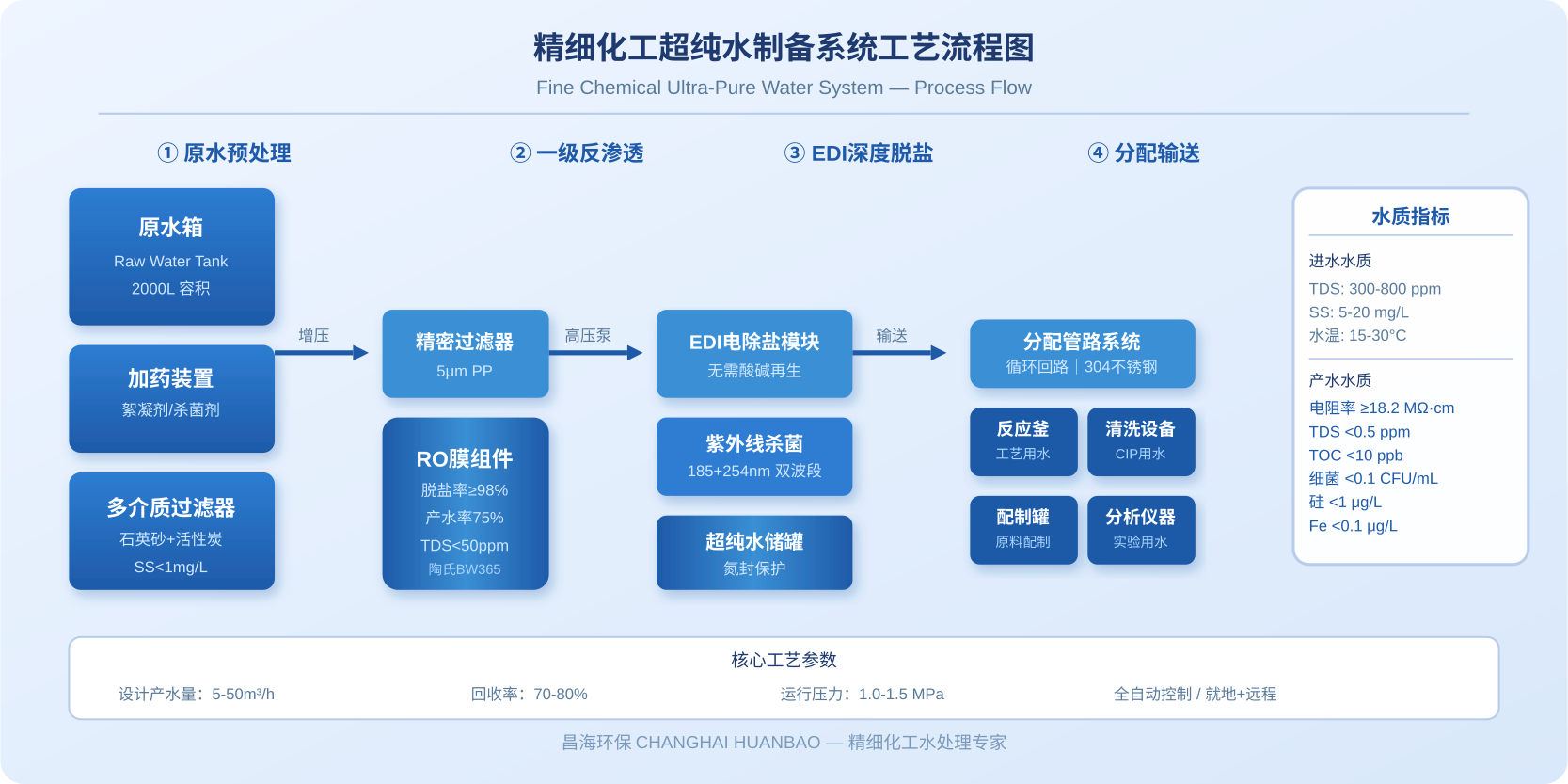
针对精细化工行业特性,昌海环保推出”双级RO+EDI”全膜法超纯水系统,以物理分离为核心工艺思路,替代传统化学再生树脂路线,实现水质稳定与运维成本双重优化。
一级反渗透:去除90%以上溶解性固体
原水经多介质过滤器去除悬浮物后,进入一级反渗透系统。采用陶氏BW365膜元件,工作压力1.0-1.5MPa,在25°C条件下脱盐率大于等于98%,可将进水TDS 300-800ppm降至50ppm以下。系统设置在线电导率监测,产水电导率一旦超过设定阈值,自动触发浓水置换程序,确保RO产水始终在合格区间。
昌海一级RO系统采用段式设计(2:1排列),浓水侧流速稳定,有效抑制膜面结垢倾向,系统回收率可达75%,用水成本较传统离子交换工艺降低约40%。
EDI电除盐:无需酸碱再生,持续产出高电阻率水质
RO产水进入EDI电除盐模块,利用电场作用下的离子迁移和离子交换膜选择透过性,实现深度脱盐。EDI出水电阻率稳定在15-18 MΩ·cm,TOC小于10ppb,硅小于1μg/L,内毒素小于0.03 EU/mL,满足精细化工各类高端工艺水质要求。
EDI最大技术优势在于连续运行无需酸碱化学再生,杜绝了因树脂再生不及时导致的水质断崖式下降。对比传统混床离子交换工艺,EDI年耗材成本降低约60%,同时避免了大量化学再生废液的处理和环保合规风险。
系统末端配置185nm+254nm双波段紫外线杀菌单元,确保储存和分配过程中的微生物控制。超纯水储罐采用氮封保护,隔绝空气中的CO₂和微生物侵入,维持水质长期稳定。
分配系统设计:消除管路二次污染隐患
超纯水制备合格只是第一步,分配输送环节同样关键。昌海环保精细化工超纯水系统采用304不锈钢循环管路设计,用水点处流速大于等于1.5m/s,有效防止微生物在管壁附着。分配环路设计为”总—分—回”三段式架构,各用水点独立控制,停用点不影响主管路水质。
系统可按需求延伸至反应釜配制口、CIP清洗站、原料溶解罐、分析实验室等不同用水场景,模块化设计使后期产能扩张时的系统扩容成本可控。
系统运维与水质预警机制
昌海环保全膜法超纯水系统配套SCADA自控平台,实现水质数据的实时采集与历史存储。每2小时自动记录产水电阻率、TOC、进水温度等关键参数,曲线可追溯90天历史记录,为工艺优化和故障分析提供数据基础。
系统设置三级水质预警:黄色预警(电阻率低于设定值10%)、橙色预警(低于20%)、红色预警(低于30%且持续30分钟),分级触发不同响应流程,避免被动等待事故发生。
总结
精细化工纯水系统的核心挑战不是”能不能做出来”,而是”能不能持续稳定地产出来”。昌海环保全膜法超纯水方案以RO+EDI为主线,配合模块化分配系统和水质预警机制,为精细化工企业提供从水源到用点的全流程水质保障。如您正在评估纯水系统升级方案,欢迎联系昌海环保技术团队,获取针对性的方案建议和技术资料。

