一、为什么锅炉软化水突然超标了?
“上个月才换的树脂,这周锅炉给水硬度就跳到0.15 mmol/L——这套10T/h软化水设备才用了不到一年。”这是江苏某热电厂李工最近的现场反馈。GB/T 1576-2018《工业锅炉水质》明确:额定蒸汽压力≤1.6 MPa的锅炉,给水硬度应≤0.03 mmol/L;超过这条红线,受热面最快3个月内就会结1-2 mm垢层,热效率下降5%-8%,燃料成本每年多花10万元以上。
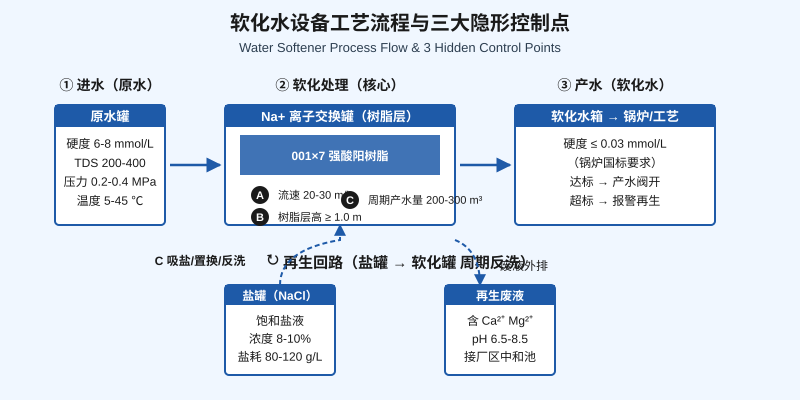
奇怪的是,检修时树脂颜色正常、盐罐盐位充足、控制阀没报错——但硬度就是下不来。问题出在哪?根本原因往往是3个”隐形参数”长期被忽视:运行流速、树脂层有效高度、周期产水量设定值。把这3个值和原水实测硬度重新对一遍,多数”莫名其妙”的超标就能找到根因。
二、第一个隐形参数:运行流速(不是”流量”!)
1. 容易被忽略的原因:现场习惯盯流量表(m³/h),但流量除以罐体截面积才是决定软化效果的”流速(m/h)”。同样是10 T/h的设备,用φ500和φ750的罐,流速相差近一倍。
2. 关键阈值:001×7强酸阳树脂的推荐工作流速为20-30 m/h。低于15 m/h时,反应时间过长易形成”局部过饱和”,树脂表面结CaCO₃垢;高于40 m/h时,水与树脂接触时间不够(<0.5分钟),Ca²⁺、Mg²⁺没来得及交换就跑掉,硬度直接穿透。
3. 实战调参:某北方制药厂原水硬度8.2 mmol/L,φ750罐体配10 m³/h流量,流速22.6 m/h看似正常,但出水硬度仍达0.08 mmol/L。复核发现树脂使用3年,交换容量从4.5 mmol/g降至3.1 mmol/g,”等效流速”已超限。后来将流量降到8.5 m³/h(流速19.2 m/h),调整再生周期到180 m³,出水硬度稳定在0.02 mmol/L以下。
三、第二个隐形参数:树脂层有效高度(”装多少”决定下限)
1. 行业惯例的坑:很多招标文件只写”装填树脂XX升”,但真正决定出水水质的是”树脂层在反洗膨胀后的有效高度(H)”。层越薄,水流越容易”短路”——一部分水没充分交换就穿出罐体。
2. 强制下限:对于001×7 Na型树脂,软化罐树脂层净高(压实状态)应≥1.0 m,推荐1.2-1.5 m。实测装填高度只有0.6-0.8 m时,要么是偷工减料,要么是反洗强度过大跑损了细颗粒,必须立即补加。
3. 现场自检方法:停机后打开罐体上人孔,用钢卷尺从罐底布水器上沿测到树脂层表面(不是罐口),记录数据。昌海环保出厂的软化设备罐体铭牌上标注”最低树脂层高度”红线,控制阀预置”树脂量告警”逻辑(树脂量=额定×0.85时触发提醒),防止这类”看不见的缺料”。
四、第三个隐形参数:周期产水量(再生频率的”锚”)
1. 常见错误:多数自控阀默认按”时间”触发再生(每24小时一次),但原水硬度是波动的——夏季雨后硬度可能从6 mmol/L跌到3 mmol/L,冬季供暖期又可能升到10 mmol/L。固定时间再生要么浪费盐,要么再生不及时导致硬度穿透。
2. 正确算法:周期产水量(m³)= 树脂装填量(L)× 工作交换容量(g/L,以CaCO₃计)÷ 原水硬度(mg/L,以CaCO₃计)÷ 1.2(安全系数)。例如:装填200 L树脂,工作容量取900 g/L,原水硬度250 mg/L,则周期产水量 = 200×900÷250÷1.2 = 600 m³。
3. 推荐方案:把控制阀切到”流量型”模式,按上式动态计算周期产水量,并设置”提前10%强制再生”——既保证产水合格,又比纯时间模式省盐15%-20%。广东某电子厂上月实测,月均盐耗从110 g/L树脂降到88 g/L,年节省药剂成本约1.4万元。
五、结语:选对设备 + 用对参数,锅炉15年不结垢
软化水设备本身并不复杂,但”装得对、控得准、用得稳”才是关键。昌海环保的软化水设备采用全自动流量型多路阀,配套001×7强酸阳树脂(每批次均附交换容量检测报告),罐体规格从200 L到3000 L覆盖0.5-30 T/h全流量段,并提供原水水质检测→周期产水量标定→现场调试”三段式”交付服务。如果您的锅炉房正面临软化水硬度波动、再生频繁、树脂寿命短等困扰,欢迎联系昌海环保技术团队上门勘查,给出针对性的调优方案。
- 设备型号:软化水设备系列(覆盖0.5-30 T/h)
- 核心配置:001×7强酸阳树脂 + 全自动流量型控制阀 + 304不锈钢罐体
- 适用场景:工业锅炉给水、换热站补水、印染/电镀工艺软化水

