在电子半导体、制药、电力等高端制造领域,超纯水的质量直接决定了产品质量和工艺稳定性。传统混床离子交换技术需要定期停机再生酸碱药剂,不仅操作繁琐,而且会产生大量废水废液。面对连续生产和高品质用水的双重需求,EDI(电去离子)技术应运而生,成为超纯水制备的核心工艺之一。
一、EDI技术基本原理
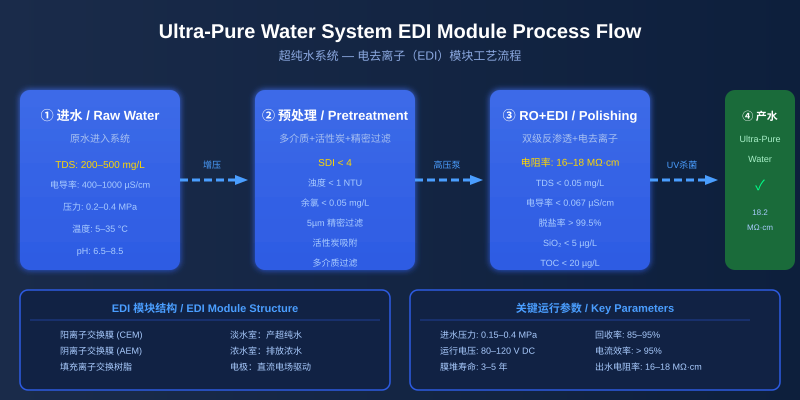
EDI,又称电除盐,是将电渗析和离子交换两种成熟技术融合在一起的新型分离技术。其核心结构由交替排列的阳离子交换膜(CEM)、阴离子交换膜(AEM)以及填充在淡水室内的离子交换树脂构成。在直流电场作用下,原水中的离子首先被树脂吸附,随后在电场驱动下穿过离子交换膜进入浓水室,实现连续脱盐。整个过程无需任何化学再生剂,系统可连续运行,产水水质稳定在16–18 MΩ·cm(25°C),TOC小于20µg/L,硅小于5µg/L。
二、EDI系统的核心优势
- 连续产水,无再生停机:系统运行与树脂再生同步进行,无需停机加酸碱,真正实现7×24小时连续供水。
- 运行成本低:仅消耗少量电能,无酸碱消耗和废水排放,运行费用约为传统混床的30%–50%。
- 水质稳定:电阻率稳定在16–18 MΩ·cm,脱盐率超过99.5%,不受进水水质波动影响。
- 使用寿命长:单支EDI膜堆正常使用寿命3–5年,维护简便。
- 绿色环保:无酸碱废液排放,完全符合清洁生产要求。
三、超纯水系统中的典型工艺组合
在实际超纯水系统中,EDI通常与双级反渗透联合使用,组成「双级RO+EDI」主流工艺路线。原水经多介质过滤、活性炭吸附、精密过滤(5µm)等预处理后,首先进入一级反渗透去除大部分溶解性盐分,再经二级反渗透进一步脱盐,最终进入EDI模块进行深度脱盐和精制。整个系统的综合回收率可达75%–85%,产水TDS可降至0.05mg/L以下。
进水水质是EDI稳定运行的前提条件。进入EDI的进水需满足以下关键指标:SDI(淤泥密度指数)小于4,浊度小于1 NTU,余氯小于0.05mg/L,进水压力0.15–0.4MPa,运行电压通常控制在80–120V DC范围内。若预处理不充分导致进水含有机物或余氯过高,将严重损伤EDI膜堆内部的离子交换树脂,影响产水水质和膜堆寿命。
四、典型行业应用与水质需求
在电子半导体行业,硅片清洗和芯片制造对超纯水的要求极为严苛,电阻率需达到18.2 MΩ·cm,颗粒物和硅含量均需控制在极低水平。在制药行业,纯化水制备须符合《中国药典》标准,EDI产水常作为后续蒸馏系统的进水,大幅降低蒸汽消耗。在电力行业,火力发电的锅炉补给水通过EDI处理后可有效降低硬度离子含量,减少锅炉结垢风险,提高热效率。
五、运行维护与常见问题处理
EDI系统运行中需重点关注三个核心指标:产水电阻率、浓水电流和进水压力。产水电阻率突然下降,通常表明EDI膜堆受到有机物污染或树脂老化;浓水电流异常升高,往往是浓水室结垢所致。遇到这种情况,应首先排查预处理系统是否正常,必要时对EDI膜堆进行低浓度酸清洗,去除碳酸盐垢和金属氢氧化物沉积。
昌海环保在超纯水系统设计方面积累了丰富经验,可根据不同行业的水质需求和用水量,定制「双级反渗透+EDI」最优工艺方案,系统全自动控制,占地面积小,运行稳定可靠。从方案设计、设备制造到安装调试,提供一站式服务,确保出水水质长期达到甚至优于设计标准。

