做工业废水回用的朋友都熟悉一个数字:60%。电镀、印染、化纤、煤化工——几乎所有高耗水行业,回用率做到 60% 不难,再往上每提高 10%,工艺复杂度和运行成本就会出现非线性跳变。但很多项目在方案设计阶段就卡死了:业主问“能不能做到 85%?”,设计院答“能,但要多上一道 DTRO + 蒸发”,报价直接翻倍,预算过不了。问题出在哪?不是工艺不行,是3 个关键参数在设计阶段算错了——尤其是第 2 个参数,昌海环保在 30+ 个废水回用项目里统计过,90% 的项目栽在这里。今天把这 3 个参数掰开讲清楚,看完你应该能自己判断“60%→85% 到底贵不贵、值不值”。
一、为什么 60% 是大多数项目的“玻璃天花板”
60% 之所以成为“自然平衡点”,是因为传统 UF + 一级 RO 工艺的理论回收率上限就在 60-70% 之间。受浓水侧结垢倾向、膜污染、运行能耗三重约束,单级 RO 很难突破 75% 的回收率。要继续往上提,就必须加二级处理(DTRO、蒸发、MBR 等),成本和复杂度都跳一个台阶。
昌海环保在 30+ 工业废水回用项目里沉淀了一套“3 参数设计法”:原水水质定路线、回收率乘积定产水、浓水出法定成本。这 3 个参数算清楚了,60% → 85% 不是技术问题,是设计问题。下面逐一拆解。
二、参数 1:原水水质决定“工艺路线”——不是“回用率越高越好”
第一个参数是原水水质与回用目标的匹配。很多项目一上来就问“能不能做到 90% 回用率”,但回用率不是孤立目标,它必须和原水 TDS/COD/电导率、回用水的用途(冷却补水/工艺用水/绿化)共同决定。
举几个常见行业的工艺路线(来自昌海实际项目):
| 行业 | 进水 TDS | 进水 COD | 目标回用率 | 推荐工艺 | 备注 |
|---|---|---|---|---|---|
| 电镀漂洗水 | 500-2000 mg/L | <200 mg/L | 70-80% | UF + 一级 RO | 浓水进 DTRO 再浓缩 |
| 印染退浆水 | 2000-5000 mg/L | 500-2000 mg/L | 60-70% | 砂滤 + UF + RO | 浓水难处理 |
| 煤化工废水 | 5000-15000 mg/L | 200-800 mg/L | 75-85% | 生化 + UF + RO + DTRO | 高盐难处理 |
| 食品加工 | <1000 mg/L | <500 mg/L | 80%+ | UF + RO | 工艺最简单 |
核心结论:原水 TDS < 2000 mg/L 且回用做冷却补水,60% 回用率是性价比拐点;TDS > 5000 mg/L 要做到 80% 以上回用率,必须上 DTRO;TDS > 10000 mg/L 还要做零液体排放(ZLD),蒸发器是必选项。
三、参数 2:UF+RO+DTRO 的“回收率乘法”——90% 项目栽在这
第二个参数是多级膜系统的回收率乘积。这是 90% 项目栽跟头的地方。
很多设计院在写方案时,把每一级的回收率单独看:UF 100%、RO 70%、DTRO 80%,然后写“总回收率 80%”。这是错的。
正确的总回用率公式是:
总回收率 = 1 - (1 - R₁) × (1 - R₂) × ... × (1 - Rₙ)
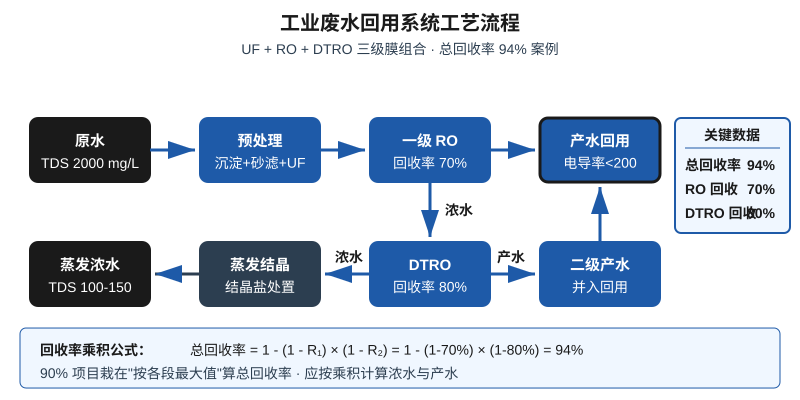
举例说明(昌海广东电镀产业园真实案例):
· 进水 500 m³/天
· 一级 RO 回收率 70%,产水 350 m³/天,浓水 150 m³/天
· DTRO 回收率 80%,产水 120 m³/天,浓水 30 m³/天
· 总回用率 = 350+120 = 470 m³/天 = 94%(不是 70% 或 80%)
但如果设计时只算一级 RO 70%,按 70% 报给业主,那就白白丢掉了 24 个百分点的回用率,等于每天多排 120 m³ 废水,每年多交 4 万多废水处理费。
关键设计要点:
· 一级 RO 回收率上限通常 70-75%(受浓水侧结垢限制)
· DTRO 回收率 75-85%(碟管式宽流道抗污染)
· 浓水去向必须明确:是蒸发结晶,还是委外处置
· 总回收率计算必须按“乘法”而不是“取最大值”
四、参数 3:浓水出路决定“运行成本”——不是“工艺先进就便宜”
第三个参数是浓水出路与全生命周期成本的平衡。这是项目立项时最容易忽视的。
DTRO 出来的浓水 TDS 通常 100-150 g/L(10%-15% 含盐量),这种水没有任何膜工艺能继续处理,只能上蒸发:
· 机械蒸汽再压缩(MVR):每吨水 30-50 元电费
· 多效蒸发(MED):每吨水 20-40 元(需蒸汽)
· 蒸发塘:受场地和气候限制
关键经济性测算(基于昌海项目数据):
| DTRO 回收率 | DTRO 浓水量 | 蒸发器规模 | 年蒸发成本 | 节省新鲜水效益 |
|---|---|---|---|---|
| 60% | 200 m³/天 | 大 | 240 万/年 | 基准 |
| 80% | 100 m³/天 | 中 | 120 万/年 | 节省 120 万 |
| 90% | 50 m³/天 | 小 | 60 万/年 | 节省 180 万(蒸发器投资 +60%) |
核心结论:DTRO 回收率每提高 10%,蒸发成本约降低 50%,但 DTRO 膜面积和高压泵能耗同步上升。最佳平衡点通常在 DTRO 回收率 80% 附近——再往上,膜投资和能耗的增长超过蒸发节省。
五、广东电镀产业园实战:500 m³/天 怎么做到 94% 回用
昌海环保 2024 年交付的广东某电镀产业园一期项目(500 m³/天),是上面 3 个参数综合应用的标准答案。
工艺路线:
· 预处理:化学沉淀(去除重金属)→ pH 调节 → 砂滤 → UF(PVDF 0.01μm)
· 深度处理:UF 产水 → 抗污染 RO(Fortilife CR50 膜)→ 产水回用
· 浓水处理:RO 浓水 → DTRO → 蒸发结晶 → 危废处置
关键设计参数(验证了上面的 3 个参数):
· 一级 RO 回收率:70%(受浓水侧 BaSO₄ 结垢限制)
· DTRO 回收率:80%(碟管式宽流道抗污染)
· 总回收率:94%(按乘法计算:1-(1-70%)×(1-80%) = 94%)
· 回用水水质:电导率 < 200 μS/cm,重金属 < 0.1 mg/L
运行效果:
· 日处理废水 500 m³,回用 470 m³
· 年节约新鲜水约 10 万吨
· DTRO 浓水 30 m³/天 进蒸发结晶,最终废液量 < 5%
· 投资回收期 2.3 年(含节水、减排、危废处置费节省)
六、3 个常见误区(90% 项目至少踩一个)
最后说 3 个常见误区,对照看下自己的项目有没有:
1. “回用率越高越好” —— 错。当回用率超过 85%,蒸发成本会指数级增长,零排放(ZLD)项目的吨水投资可能比 80% 回用率项目高 2-3 倍。性价比拐点通常在 80-85%。
2. “DTRO 是万能的” —— 错。DTRO 适合 TDS 5000-50000 mg/L 的浓水进一步浓缩;进水 TDS 太低用 DTRO 是浪费(直接用 RO 更经济);进水 TDS 太高(>80000 mg/L)也不适合(蒸发器更直接)。
3. “零排放 = 零污染 = 零成本” —— 错。零排放(ZLD)把水从“液态污染”变成“固态危废”(结晶盐),处置成本可能比达标排放还高 3-5 倍。只有在水资源极度紧缺、排放标准极严的地区,ZLD 才有经济性。
七、结语:60% 不是终点,是起点
60% 回用率是大多数工业废水项目的“自然平衡点”——做到 60% 不需要任何特殊工艺,传统 UF+RO 即可。但从 60% 到 85%,每 5 个百分点都需要重新算清楚:原水水质、回收率乘积、浓水出路这三个参数。
昌海环保 30+ 工业废水回用项目沉淀的方法论:原水水质定路线、回收率乘法定产水、浓水出法定成本。把这 3 个参数算清楚了,回用率从 60% 提到 85% 不是技术问题,是设计问题。
下次有人跟你说“这个废水回用率最多做到 60%”,你可以把这篇文章转给他看——然后问一句:“你算清这 3 个参数了吗?”
本文基于昌海环保 30+ 工业废水回用项目实战经验撰写,案例数据已脱敏处理。技术参数和工艺路线适用于电镀、印染、煤化工、食品加工等高耗水行业。
昌海环保技术部

