软化水设备(钠离子交换器)在锅炉补给水、中央空调循环水、电子行业清洗用水等场景应用极广。设备结构并不复杂——原水过树脂、饱和后盐水再生、产水软化——但 90% 的项目首次调试后,产水硬度都达不到设计要求(< 0.03 mmol/L),被迫现场反复调整,少则半天,多则三五天。我们整理了 500+ 项目调试经验,发现 3 个环节最容易翻车。
一、3 个最常被忽视的”小问题”
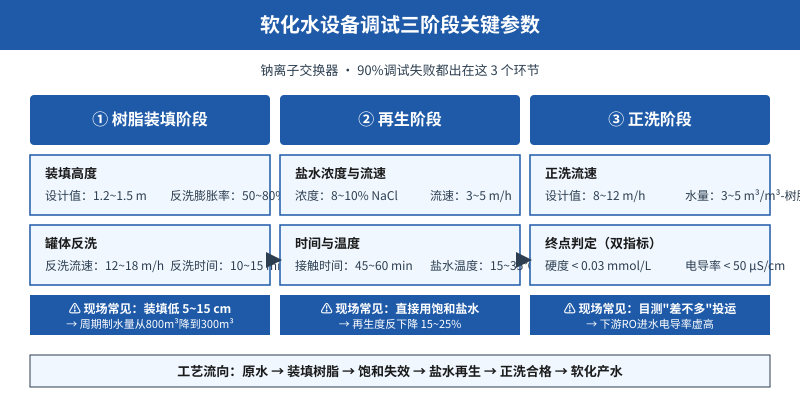
1. 树脂装填环节的”高度差”
现场工人按经验装填,树脂层高度比设计值低 5~15 cm。投运后水流短路,硬度穿透点提前,周期制水量从 800 m³ 降到 300~500 m³ 才发现问题。
2. 盐水浓度的”凭感觉”
设计要求 8~10% NaCl,再生耗盐 100~120 g/L-树脂。但现场为省事直接用饱和盐水(浓度约 26%),树脂反被高浓度盐水”盐析”,再生度反而下降 15~25%。
3. 正洗终点的”差不多”
正洗流速、终点电导率都没量化考核,正洗到出水”看起来清”就投运。结果产水电导率比原水还高 20~50 μS/cm,下游 RO 进水 SDI 异常、能耗上升。
二、3 个最容易翻车的调试环节详解
环节 1:树脂装填——别小看这 5 cm
钠型阳离子交换树脂(001×7 强酸型)装填高度直接决定工作交换容量。设计时按 1.0~1.5 m 装填高度计算,调试时必须实测 3 项:反洗后树脂层沉降高度(LR)1.2~1.4 m;反洗膨胀率 50~80%(不超 100%,避免树脂流失);装填体积与设计偏差 < ±3%。关键检查:用刻度尺在罐体外壁标注,反洗后观察树脂面位置。如果装填后立刻上水、不反洗,树脂中的气泡和碎片会让”假高度”看起来正常,运行后 1~2 周就暴露问题。
环节 2:再生——浓度/流速/时间的三元平衡
再生效果 = f(NaCl 浓度, 再生流速, 接触时间, 再生液温度)。三者失衡是 90% 调试失败的根因。盐水浓度 8~10% 为最佳——低于 6% 再生不充分,高于 12% 树脂层压实度增加,再生液与树脂接触时间不足;再生流速 3~5 m/h 顺流再生——流速过快,再生液与树脂接触时间 < 30 min,Na⁺ 还没完全置换 Ca²⁺/Mg²⁺ 就流走;接触时间 45~60 min,对应每立方米树脂用盐量 100~120 kg;再生液温度 15~35℃ 最佳,低于 10℃ 再生度下降 30% 以上。
环节 3:正洗——用终点电导率量化,别再用”目测”
正洗的目的是把罐内残留的盐水(含 NaCl 约 2~4%)冲洗干净,直到出水水质达到产水标准。正洗流速 8~12 m/h(高于再生流速,快速置换);正洗终点判断——出水硬度 < 0.03 mmol/L 且电导率 < 50 μS/cm(与原水接近),二者缺一不可;正洗水量每立方米树脂用 3~5 m³ 正洗水。很多项目只卡硬度指标、忽略电导率,结果 Na⁺ 残留导致下游 RO 进水电导率虚高,反渗透吨水能耗上升 8~15%。
三、软化水设备调试参数对照表
下表是昌海环保根据 HJ/T 270-2006 反渗透水处理设备标准、GB/T 18300-2011 自动控制钠离子交换器技术要求、以及 500+ 现场项目数据整理的调试参数基线,可直接打印带到现场使用:
| 调试阶段 | 参数项 | 设计值 | 现场常见问题 | 调整方法 |
|---|---|---|---|---|
| 树脂装填 | 装填高度 | 1.2~1.5 m | < 1.1 m | 补树脂至设计值 |
| 树脂装填 | 反洗膨胀率 | 50~80% | < 30% | 加大反洗流量 |
| 再生 | 盐水浓度 | 8~10% | > 12%(饱和盐水) | 配比稀释至 8~10% |
| 再生 | 再生流速 | 3~5 m/h | > 8 m/h | 调低再生泵流量 |
| 再生 | 再生时间 | 45~60 min | < 30 min | 延长至设计值 |
| 再生 | 盐水温度 | 15~35℃ | < 10℃(冬季) | 加温或预热盐水 |
| 正洗 | 正洗流速 | 8~12 m/h | < 5 m/h | 调高正洗流量 |
| 正洗 | 终点电导率 | < 50 μS/cm | > 100 μS/cm | 延长正洗时间 |
| 正洗 | 终点硬度 | < 0.03 mmol/L | > 0.05 mmol/L | 复检再生效果 |
| 验收 | 周期制水量 | ≥ 设计值 95% | 下降 30%+ | 检查再生效果 |
四、调试后必查的 5 项验收指标
1. 产水硬度:< 0.03 mmol/L(采用 EDTA 滴定法),是软化水设备的核心交付指标。
2. 周期制水量:连续 3 个周期稳定在设计值 ±5% 范围,验证树脂工作交换容量是否达标。
3. 盐耗:< 120 g/L-树脂(折合 NaCl 100% 纯度),是衡量再生效率的关键经济指标。
4. 自控程序:时间型/流量型触发逻辑准确,再生-正洗-产水时序无误,避免信号错乱导致设备空转或漏洗。
5. 旁通阀/再生阀:切换灵活无卡阻,无串水/漏水。多路阀是软化水设备故障率最高的部件,调试期反复切换验证是必要的。
五、调试失败最常见的 3 个应急处理
应急 1:装填高度不足——表现:调试初期产水合格,运行 2 周后硬度突然升高。处理:停机反洗 1 次,观察树脂层是否沉降。如沉降明显(> 10 cm),开罐补加同型号树脂。
应急 2:再生盐含杂质——表现:盐耗高、再生度低,树脂发黄发黑。处理:换用食品级软化再生盐(GB 2721 食盐标准),避免工业盐(含 Ca²⁺/Mg²⁺ 杂质导致树脂”中毒”)。
应急 3:冬季盐水温度过低——表现:冬季调试后产水硬度比夏季高 30~50%。处理:盐水箱加电伴热或蒸汽预热,将盐水温度控制在 20~30℃。
结语
软化水设备结构简单,调试却不”简单”。90% 的项目首次调试失败,问题都出在树脂装填高度、盐水浓度、正洗终点这三个”看起来不重要”的参数上。建议调试前打印本表的参数基线,调试中每 30 分钟记录一次实测值,调试后的运行台账保留至少 3 个完整周期,作为后续验收和质保的依据。设备真正的稳定运行,始于第一次规范调试。

