很多做废水回用的项目都卡在同一个坎上:一级RO回收率到70%就上不去了,剩下的浓水要么直排要么花大价钱处理。有没有办法把整体回用率从60%推到85%以上?广东某电镀产业园的500家电镀厂用一组工艺段改造,把回用率从60%做到了87%,年节约新鲜水10万吨。我们把这套改造方案拆开来讲清楚。
一、为什么废水回用率卡在60%就上不去
1. 一级RO的回收率天花板是70-75%。受浓差极化和膜污染限制,单级RO很难再往上提。把压力顶上去,膜污染加速;降低回收率,又意味着大量浓水外排。
2. RO浓水成分比进水复杂3-5倍。COD、重金属、盐分被浓缩后再用传统RO处理,膜表面很快结垢,清洗频率从每月1次变成每周1次。
3. 浓水终端处置成本吃掉了经济性。很多项目核算完发现:回用率提到75%是赚的,但浓水处置费太高(危废外送每吨3000-5000元),整体经济性反而不划算。
二、3个工艺段改造点
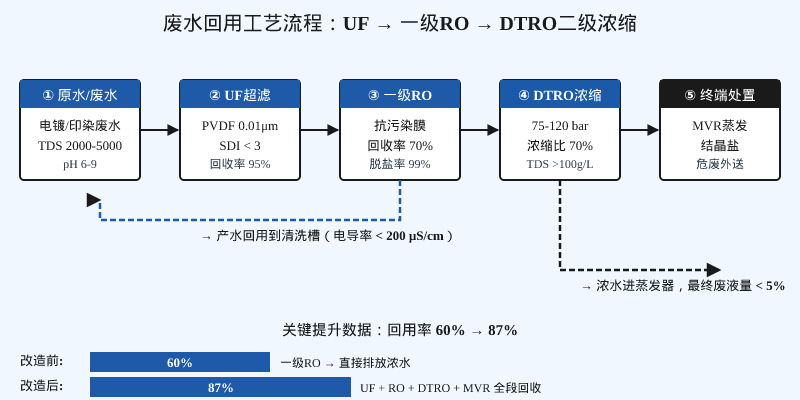
1. UF预处理升级到PVDF外进内出。从传统砂滤+碳滤换成0.01μm的PVDF超滤膜,产水SDI稳定<3。这是后面RO抗污染运行的前提。
2. 一级RO换抗污染膜。杜邦FilmTec Fortilife CR50(脱盐率99.6%,低压差34mil进水流道)是工业废水回用的主流选择。同等条件下清洗周期比标准苦咸水膜延长2-3倍。
3. RO浓水进DTRO二级浓缩。碟管式RO的宽流道(2mm)+ 高压(75-120bar)专门针对高浓废水。DTRO把浓水再浓缩70%,体积减到原浓水的30%,最终废液量<5%。
| 工艺段 | 改造前 | 改造后 | 提升效果 |
|---|---|---|---|
| 预处理 | 砂滤+碳滤(SDI 4-6) | UF超滤(SDI < 3) | RO清洗周期从7天延长到30天 |
| 一级RO回收率 | 60% | 75% | 产水提升25% |
| 浓水处置 | 直接排放(危废成本高) | DTRO二级浓缩+MVR蒸发 | 最终废液量<5% |
| 系统总回收率 | 60% | 87% | 年节水10万吨 |
| 回用水电导率 | 300-500 μS/cm | < 200 μS/cm | 满足电镀清洗标准 |
三、真实项目复盘:广东500家电镀厂
项目背景:广东某大型电镀产业园(50+家电镀企业),日产综合废水约2000 m³。原来要求废水达标排放,园区希望把回用率做到60%以上降低新鲜水消耗。
改造前方案:化学沉淀 → 砂滤 → 一级RO → 浓水外送。回用率约40%,RO膜每3个月就要化学清洗一次,浓水处置费每月20多万。
改造后方案:综合废水 → 化学沉淀 → pH调节 → 砂滤 → UF超滤 → 抗污染RO → DTRO二级浓缩 → MVR蒸发。回用率提升到87%,最终废液量<5%,年节约新鲜水约10万吨。
四、DTRO选型4个核心参数
废水回用项目上DTRO之前,先把这4个参数对齐——90%的项目栽在这上面:
1. 操作压力(75-120 bar)。进料TDS越高,需要的操作压力越大。垃圾渗滤液通常用90 bar以上,电镀RO浓水( TDS 50-80 g/L)用75 bar即可。
2. 浓缩倍数。DTRO的浓缩极限受浓水侧的渗透压限制。工业废水一般能浓缩到TDS >100 g/L,再往上就需要多效蒸发。
3. 膜片更换成本。DTRO的优势是膜片可单独更换(不像卷式RO要整支换),单片更换成本约2000-3000元。运行压力稳定时膜片寿命3-5年。
4. 进料预处理。DTRO对进水SS要求< 50 mg/L,必须配袋式过滤器(50μm)+ 自清洗过滤器。否则碟片间流道堵塞,浓缩效率骤降。
五、避坑提醒:3个容易忽略的细节
1. 浓水水质波动大于进水。DTRO进料的TDS随一级RO回收率变化而剧烈波动(±20%)。控制策略必须用在线电导率反馈,不能用恒压模式。
2. 化学清洗周期不是固定的。DTRO膜片建议每季度做一次CIP(在线化学清洗),清洗液pH 1-12宽耐受范围足够覆盖大多数污染场景。但高COD废水建议缩短到每月1次。
3. 浓水终端处置要与前端工艺同步设计。很多项目DTRO做好了,最后MVR蒸发器选小了,导致前端DTRO被迫降回收率运行。整体工艺平衡比单点最优更重要。
结语
废水回用率从60%提到87%不是单点优化,是预处理+一级RO+浓水处理三个工艺段的协同改造。关键是先用UF把RO进料做稳,再用DTRO接管RO浓水,最后用MVR把DTRO浓水榨干。每个项目的水质不同,但工艺组合的逻辑相通。如果你们厂的废水回用率卡在某个数字上不去,可以从UF、RO抗污染膜、DTRO这三个点逐个排查。

