某印染厂王厂长最近很烦:软化水设备明明刚换过树脂(AmberLite HPR1200 Na),每月盐耗却从2.8吨涨到4.2吨——按工业盐1200元/吨算,每月多花1680元。设备厂商说”正常消耗”,他没信,亲自盯了7天再生流程。结果发现:盐耗从110g/mol涨到208g/mol,差距就藏在3个”工程师以为不重要”的参数里。
软化水设备是锅炉、RO前置、工艺用水的”看门人”。它出问题不会立刻报警——锅炉结垢周期从3年缩到1年才发现:原来是软化水硬度早就偷偷爬升到0.5 mmol/L。为什么很多厂软化水的盐耗一直居高不下?答案不在树脂,在工程师没盯住的3个参数上。
一、盐耗失控的真相:3个隐形参数
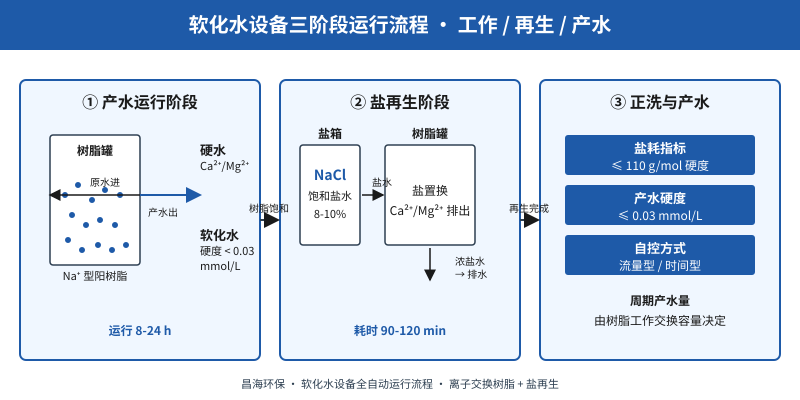
软化水的核心是 Na⁺ 型强酸阳树脂。原水中的 Ca²⁺/Mg²⁺ 流过树脂层被置换成 Na⁺ 进入产水,树脂由 Na⁺ 型逐渐变成 Ca²⁺/Mg²⁺ 型。再生时,饱和食盐水反向流过树脂,把 Ca²⁺/Mg²⁺ 冲下来,让树脂重新充满 Na⁺——这就是软化水设备周而复始的”产水+再生”循环。
按化学计量,1 mol 硬度完全置换需要 2 mol NaCl,理论值约 117 g/mol。行业优秀水平 100-120 g/mol,合格 150-180 g/mol,失控则超过 200 g/mol——比理论值多耗 70%。王厂长那台 208 g/mol 属于失控边缘。
盐耗”偷偷”涨的3个隐形因素:
- 再生液浓度偏低:饱和盐水工业标准 8-10%,低于 6% 树脂再生度急剧下降,盐耗飙升 50%,冬天尤其明显。
- 再生液流速过快:盐水与树脂接触时间应 ≥ 30 min,流速过快 Ca²⁺/Mg²⁺ 没被完全置换就随废液排出。
- 正洗水量不足:残留浓盐水被带入产水,电导率反弹,下游 RO 膜很快被氯离子污染。
二、3个关键参数调优:把盐耗从 208 g/mol 压到 115 g/mol
王厂长调了下面 3 个参数,连续记录 30 天,盐耗稳定在 105-120 g/mol 区间,每月省盐 1.4 吨。
1. 盐箱浓度:8% 起步,冬天 10%
- 盐箱底部盐层厚度 ≥ 20 cm(保证饱和溶解)
- 比重计测浓度:常温 8-10%,冬季 < 15℃ 提到 10-12%
- 不要”随意补盐”——新盐直接压实会让底部盐饼”架桥”,盐水浓度反而降
- 每 3 个月清理盐箱底部沉渣(钙镁结块会污染再生液)
2. 再生液流速:按罐体截面积算
行业经验值:再生流速 2-4 m/h(每平方米罐体截面积每小时 2-4 m³ 盐水)。一个 φ500mm 树脂罐(截面积 0.196 m²)再生流速应在 0.4-0.8 m³/h,再生时间 90-120 分钟。很多老设备没装流量计,凭”感觉”开阀门,结果快的时候 30 分钟冲完,慢的时候 3 小时还在泡——两种都不对。
3. 正洗水量:以”产水硬度 ≤ 0.03 mmol/L”为终点
正洗不是”冲几分钟”的事,而是”以水质为终点”。装在线硬度仪或每小时手工滴定一次,正洗到出口硬度 ≤ 0.03 mmol/L 即可停止。一般 1 吨树脂需正洗水 3-5 吨,时间 15-30 分钟。王厂长的设备正洗被前任工程师设成”固定 20 分钟”,结果冬天树脂工作交换容量下降时,正洗不彻底就进入产水——这就是盐耗爆表的真正原因。
三、3个真实案例:这些”假故障”让盐耗翻倍
1. 进水含铁 0.5 mg/L,树脂”中毒”半年才发现
某北方化工厂软化水设备,盐耗从 130 g/mol 缓慢涨到 220 g/mol。换 1/3 树脂后盐耗没降,最后查原水:深井水铁含量 0.5 mg/L(远超树脂耐受值 < 0.1 mg/L)。Fe³⁺ 与树脂的 -SO₃⁻ 活性基团形成不可逆络合,树脂从金黄变铁锈红,交换容量从 2.0 eq/L 跌到 1.4 eq/L。处理:上游加曝气+锰砂过滤,铁降到 0.05 mg/L 以下;树脂用 10% 盐酸复苏可部分恢复。
2. 余氯 1.2 mg/L,树脂寿命从 5 年缩到 1.5 年
沿海某厂用自来水作原水,余氯 0.8-1.2 mg/L。强酸阳树脂虽比 RO 膜耐氯,但长期接触 0.5 mg/L 以上余氯,-SO₃⁻ 活性基团被氧化降解,树脂寿命从 5 年缩到 1.5-2 年。处理:盐箱前加活性炭过滤器(EBCT ≥ 6 min),余氯降到 < 0.1 mg/L。
3. 流量型自控阀失灵,树脂”过饱和”运行
某食品厂设备在原水硬度从 4 mmol/L 升到 7 mmol/L(季节性变化)时,工程师没调周期制水量,树脂在 80% 饱和度时就出产水,硬度”看起来合格”实际已临近穿透。处理:每季度测一次原水硬度变化,及时调整周期制水量(从 12 m³ 缩到 7 m³)。
四、设备选型:昌海软化水设备的工程化设计
软化水设备看似简单,实际上是”阀门+罐体+树脂+控制”四个环节的协同。昌海环保的全自动软化水器在 3 个细节上做了工程优化,能稳定把盐耗控制在 110-130 g/mol:流量型+时间型双控(流量计触发为主、时间兜底);可选配盐液浓度计和盐位传感器;原水含铁 > 0.3 mg/L 时前置锰砂过滤器,含氯 > 0.3 mg/L 时前置活性炭过滤器,能把树脂寿命从 3 年延长到 5-6 年。
软化水是锅炉、RO 反渗透、电厂冷却塔的”第一道防线”。盐耗省下来的不只是钱——更稳定的水质意味着下游 RO 膜、EDI 模堆、换热管的寿命都能延长,整条工艺链成本都会下降。如果软化水设备正为盐耗、硬度反弹、树脂寿命头疼,不妨先把”盐液浓度、再生流速、正洗终点”这 3 个参数盯死 7 天——多数问题自己就能调出来。

