一、回收率不是越高越好——平衡点的工程意义
在工业纯水站现场,业主最常问的一句话就是:”能不能把回收率再拉高一点?”不少工程师觉得,把浓水阀关小一点,回收率就能上去。但真正调试过多套系统的老工程师都知道,回收率每提升10%,膜污染速度呈指数级上升。
1. 强行提升回收率是膜污染的元凶
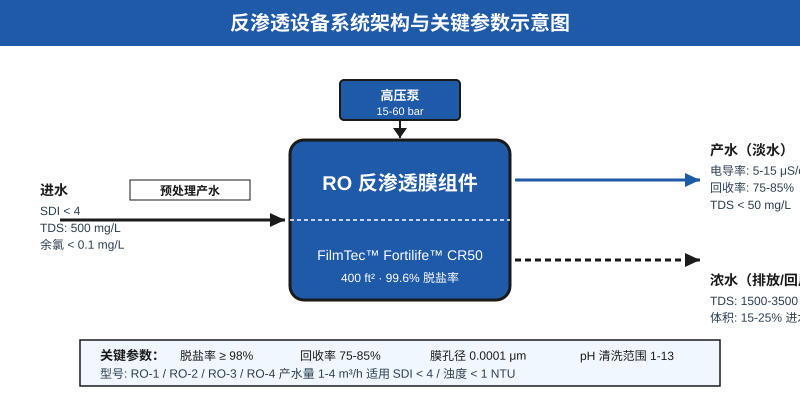
昌海RO系列设备在标准工况下推荐回收率为75-85%,但很多现场被强行推到90%以上,结果3个月内膜就出现不可逆污染,脱盐率从99%跌到95%以下,化学清洗频率从每季度1次变成每月1次。
2. 高回收率放大浓水侧结垢风险
当浓水TDS从1500 mg/L上升到3500 mg/L时,碳酸钙、硫酸钙、硫酸钡的饱和指数同步升高。回收率每提升5%,阻垢剂投加量建议同步上调10-15%。
3. 平衡点的工程定义
真正合理的回收率,应让膜厂家推荐的设计通量、段间压差、浓水流量三者同时处于安全区间。以DuPont FilmTec™ Fortilife™ CR50苦咸水RO膜为例,标准测试条件为2000 ppm NaCl、225 psi、15%单支回收率、25℃。当系统总回收率从75%提升到85%时,单支膜的实际回收率会从8%跳到11%——已经接近单支推荐上限。
二、决定回收率的5个关键调参手段
从60%提升到85%,不是简单地拧大浓水阀。昌海RO-1到RO-4四个标准型号的调试经验里,影响回收率的核心参数有5个:
1. 段间增压泵(一级两段工艺必备)
当系统从一级一段改为一级两段时,第一段浓水进入第二段前压力下降6-8 bar。没有段间增压泵,第二段膜无法在合理通量下工作,整体回收率被卡在65-70%。加装段间增压泵后,第二段膜的进水压力恢复到10-12 bar,回收率直接提升到80%以上。
2. 进水SDI的硬指标
SDI是污染指数,15分钟测试值必须控制在4以内。当SDI超过5时,膜通量会持续衰减,回收率自然上不去。昌海RO系列要求SDI < 4作为出厂硬指标。
3. 阻垢剂投加量随回收率动态调整
建议在浓水侧增加电导率在线监测,根据浓水电导率动态调整阻垢剂泵的频率。回收率75%时投加2-3 mg/L,85%时建议上调到3.5-4.5 mg/L。昌海RO-3在某电子厂实测:动态投加后膜清洗周期从90天延长到180天。
4. 浓水阀开度与高压泵频率的联动
常见错误是只调一个参数。浓水阀关小会让高压泵出口压力升高,但流量同步下降——膜通量并没有提升。正确做法是:先确认高压泵在额定频率(50Hz)下运行,再逐步关小浓水阀,同时观察每段压差和产水流量。
5. 排列方式与膜数量的匹配
苦咸水(进水TDS < 3000 mg/L)选一级两段(如4:2或5:3),海水(TDS > 30000 mg/L)必须用一级两段+能量回收装置。昌海RO-3在某项目从一级一段改为一级两段(4:2排列)后,回收率从60%提升到82%,无需更换膜元件。
三、案例:80m³/h 工业纯水系统从65%到85%的实战
2025年昌海环保交付的某电子材料厂RO-3×2套并联项目(总产水80 m³/h),原系统回收率长期卡在65%。我们用3周时间做了完整调参,最终回收率稳定在85%,年节约自来水费+浓水排放费约18万元。
1. 原始问题诊断
现场检测发现:进水电导率波动大(800-2200 μS/cm),阻垢剂泵堵塞导致投加中断,浓水阀被人为锁死在小开度位置。这三个问题组合起来直接导致系统长期在亚健康状态运行。
2. 调整过程
- 第一周:清洗阻垢剂投加系统,更换失灵计量泵,浓水电导率监测上线;
- 第二周:高压泵频率调到50Hz,开启段间增压泵,重新校准浓水阀开度;
- 第三周:阻垢剂从固定2.5 mg/L改为动态2.8-4.2 mg/L,膜排列从一级一段改为一级两段(4:2);
- 持续运行2周:每段压差稳定,产水电导率从18 μS/cm降到12 μS/cm。
3. 最终数据
回收率:65%→85%;脱盐率:98.2%→99.1%;膜清洗周期:90天→200天;预计膜寿命从3年延长到5年以上;浓水排放量减少约38%。
这个案例说明,回收率的提升是预处理、阻垢、排列、操作习惯四个维度的系统调整。昌海环保的RO系列设备在出厂前完成全部标准化调试,并提供完整的回收率-能耗-膜寿命平衡表,让客户从第一天就运行在最优区间。

