一、一个让工程师后悔的EDI选型案例
某精细化工企业,新建超纯水站选用EDI+RO组合工艺,合同技术协议白纸黑字写着”产水电阻率≥15 MΩ·cm”。设备调试期出水正常,三个月后产水电阻率从16 MΩ·cm跌到8 MΩ·cm,六个月后设备彻底罢工。厂家反复清洗、换膜、换树脂,问题依旧。最后拆回IONPURE模块送原厂检测,结论只有四个字:氧化损伤。
问题根源是什么?进水余氯0.08 mg/L,超出EDI限值0.05 mg/L不到0.03毫克——但就是这几乎”检测不出来”的余氯,六个月内把一套价值二十几万的EDI模块彻底报废,且不可逆。
这个案例不是个例。根据昌海环保技术部门统计,90%以上的EDI系统故障,根源在选型阶段就已经埋下——对进水水质要求评估不足。EDI对进水水质的”挑剔”程度,远超传统混床离子交换,但大部分工程师选型时参考的仍是混床IX的标准。
二、EDI为什么比混床离子交换更挑水?
要理解EDI的进水水质要求为什么严格,先要搞清楚EDI和混床离子交换的本质区别。
混床离子交换(传统工艺):定期用酸/碱化学再生树脂,树脂失效了就停下来加药处理。树脂每次再生后”满血复活”,所以对进水水质要求相对宽松——硬度稍高、有点余氯,无非是多洗几次、多换几次树脂。
EDI电去离子(新技术):树脂在电场作用下”自动再生”,无需酸碱,连续运行听起来完美。但正因为它是”自动的”,没有任何”停机缓冲”——进水里的每一个杂质,要么被EDI截留,要么直接破坏膜堆内部结构。
形象地说:混床IX是”手动挡汽车”,水温高了可以停车降温;EDI是”自动挡”,水温超标直接拉伤发动机,没有中间的停车环节。
所以,EDI进水水质要求的本质是:RO产水(电导率<20 μS/cm)才能进EDI,这不是技术偏好,是物理化学原理决定的硬性条件。
三、EDI进水水质5大关键参数(选型必查)
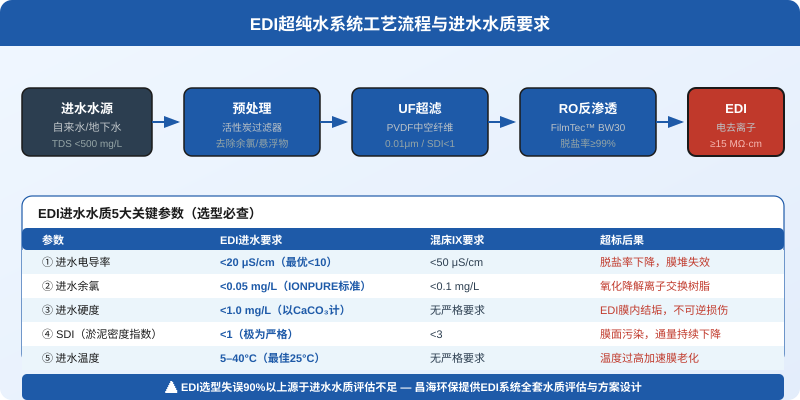
对比行业标准(IONPURE/杜邦技术手册)和昌海环保工程实践,以下5个参数是EDI选型时最容易被忽略、也是最容易引发故障的参数:
参数①:进水电导率
EDI进水要求:<20 μS/cm(最优<10 μS/cm)
RO膜的标准产水电导率在10-50 μS/cm,而EDI进水上限是20 μS/cm。这意味着RO系统必须稳定运行在脱盐率≥99%状态下,才能为EDI提供合格进水。
很多选型工程师在这里出错:计算RO系统时以”脱盐率97%”为基准,忽略了RO膜实际运行中脱盐率会随污染下降。如果RO产水电导率经常波动到30 μS/cm以上,长期运行会直接导致EDI模块内部离子积累和膜片极化。
对策:RO+EDI系统中,必须设置RO产水电导率在线监测报警,电导率>20 μS/cm时自动连锁停机,保护EDI模块。昌海环保标准方案中常规配置在线电导率仪+自动阀门双重保护。
参数②:进水余氯
EDI进水要求:<0.05 mg/L(IONPURE/行业惯例,比RO的0.1 mg/L更严格)
这是EDI最致命的进水杀手。次氯酸(HClO)会氧化降解EDI内部的离子交换树脂和离子交换膜,导致交换基团永久性破坏。
损伤的速度和余氯浓度的关系:
- 余氯1~5 mg/L:几天内出现明显损伤
- 余氯0.1 mg/L长期运行:EDI寿命缩短50%~80%
- 余氯 <0.05 mg/L:相对安全(但存在累积影响)
特别说明:很多用户用RO进水余氯达标(<0.1 mg/L)来说服自己EDI也能用——这是错误的。RO进水余氯0.1 mg/L,经RO膜后余氯基本被截留,但RO产水中仍可能有微量氧化性物质;更重要的是,EDI的限值是0.05 mg/L,比RO限值低一半。
对策:活性炭过滤器(空床接触时间≥6分钟)是EDI前处理余氯的标准配置,同时在EDI进水管道上安装ORP在线监测仪表,ORP值>200 mV即预警,>350 mV须立即处理。昌海环保常规配置活性炭双罐并联+ORP在线监测。
参数③:进水硬度
EDI进水要求:<1.0 mg/L(以CaCO₃计)
进水硬度超标会在EDI膜堆内部形成碳酸钙垢垢,导致膜片间流道堵塞、跨膜压差升高。混床IX的树脂可以软化进水,但EDI的离子交换膜没有这个功能——硬度离子直接通过淡水室,既不形成硬度垢(在EDI工作条件下CaCO₃溶解度变化),也会与树脂上的功能基团发生竞争吸附,降低脱盐效率。
对策:EDI前必须设置软化器去除Ca²⁺/Mg²⁺,或确保RO产水硬度<1 mg/L。RO产水的硬度理论上接近零,但如果RO膜有破损或浓水内漏,硬度会反弹。建议在EDI进水管道设置硬度在线监测。
参数④:SDI(淤泥密度指数)
EDI进水要求:SDI(15min)<1(极为严格)
SDI是衡量水中胶体、悬浮物浓度的指标。EDI膜片和离子交换膜的流道非常窄(淡水室隔板厚度仅约0.5mm),一旦进水SDI超标,细小的悬浮颗粒在膜面沉积形成污染层,导致通量下降和膜面浓差极化加剧。
相比之下,UF超滤的出水SDI<2是RO进水的常见标准,而EDI的SDI<1要求比RO还严格——这意味着EDI前必须设置UF超滤,而不是仅靠RO作为预处理。
对策:标准EDI系统的前处理流程应为:进水 → 活性炭过滤 → UF超滤(PVDF,0.01μm) → RO → EDI。昌海环保典型方案中UF+RO+EDI组合是行业标杆配置。
参数⑤:进水温度
EDI进水要求:5–40°C(最佳25°C)
温度对EDI的影响体现在两个方面:一是水温影响离子迁移速度和水分子电解效率;二是高温加速离子交换树脂的降解和膜的老化。当进水温度超过40°C,EDI内部树脂的降解速度会显著加快。
特别要注意的是:很多工业现场夏天水温会达到30-35°C,看似在范围内,但如果设备房通风不良、或高压泵产生的热量传递到管路,实际EDI进水温度可能超标。冬天气温低至5°C以下时,离子迁移速度下降,产水电阻率也会降低。
对策:EDI进水管道设置温度传感器并引入DCS监控,夏天注意设备房通风,必要时设置冷却换热器。昌海环保大型EDI项目中,常规配置温度在线监测和自动保护逻辑。
四、昌海环保案例:巴厘岛生态度假村UF+RO+EDI组合
巴厘岛乌布某生态度假村(60间Villa),要求产水达到WHO饮用水标准,且铁<0.3 mg/L、锰<0.1 mg/L,电阻率>15 MΩ·cm。昌海环保提供完整方案:
- 预处理:曝气除铁锰 → 砂滤 → UF超滤(PVDF,0.01μm)
- 主处理:RO反渗透(回收率75%)→ EDI电去离子
- 后处理:254nm UV杀菌 → 矿化调pH → 饮用水
运行数据:产水TDS<50 mg/L,电阻率>15 MΩ·cm,铁含量0.05 mg/L(标准<0.3),大肠杆菌未检出。系统已稳定运行超过两年,通过Green Globe金级认证。
该项目中EDI之所以能稳定运行,关键在于UF+RO的完整预处理链——UF将SDI稳定控制在<1,RO产水电导率稳定在15 μS/cm以下,为EDI创造了理想的进水条件。
五、总结:EDI选型核对清单
EDI系统的选型,不只是算算产水量和电阻率,还需要对进水水质进行全面评估。以下是昌海环保技术团队建议的EDI选型核对清单:
- ✅ 进水电导率 <20 μS/cm(最优 <10),RO产水电导率在线监测+报警
- ✅ 进水余氯 <0.05 mg/L,ORP在线监测(警戒线200 mV,危险线350 mV)
- ✅ 进水硬度 <1.0 mg/L(CaCO₃),EDI前设置软化器或确认RO产水硬度
- ✅ SDI(15min)<1,UF超滤是EDI前必需的预处理步骤,不能用RO替代
- ✅ 进水温度 5–40°C,设备房通风设计要满足夏季度最高温度工况
- ✅ 完整的预处理链:活性炭 + UF + RO,这三步缺一不可
EDI是超纯水制备的利器,连续运行、无化学再生、产水质量高。但它的”挑剔”是出了名的——选型时多花一天做水质评估,后期的维护成本和停机损失就是十倍的回报。
昌海环保提供EDI超纯水系统的全套方案设计、水质评估和设备交付,包含IONPURE、FilmTec EDI等国际品牌模块。如果您正在选型EDI系统,欢迎联系我们提供技术方案。

