一、问题:清洗了,通量却上不去
现场运维中经常遇到这样的困惑:RO膜化学清洗按流程做了,药剂浓度、温度、时间都没问题,清洗后测产水量,通量恢复率却只有50%~70%,远没有达到预期的90%以上。排查了一圈,发现膜元件没有机械损伤,保安过滤器也换了,进水水质近期也稳定——那问题出在哪?
老工程师通常会问一句:你清洗的时候,先加的碱还是先加的酸?很多调试/运维人员对这个问题没有引起足够重视,认为只要把酸和碱都用一遍就行。但清洗顺序搞反,是RO膜化学清洗失败最常见、也是最容易被忽视的原因之一。
二、为什么清洗顺序会直接影响通量恢复?
要理解这个问题,先要搞清楚RO膜污染物的分类和化学性质。
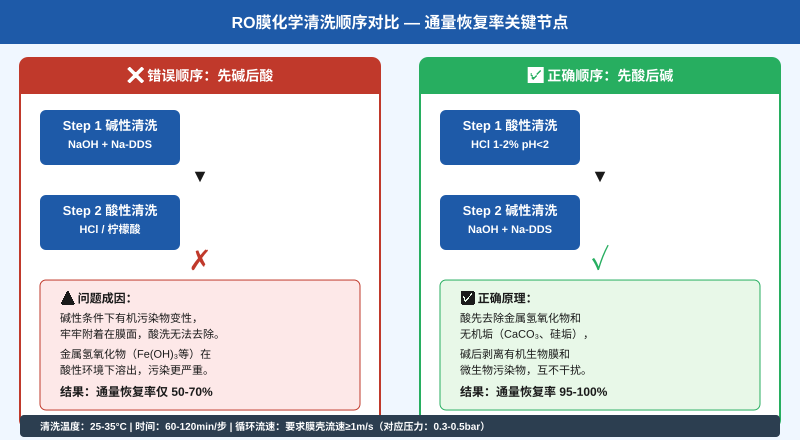
1. 酸性可去除的污染物(金属氢氧化物、无机垢)
铁锈(Fe(OH)₃)、碳酸钙垢(CaCO₃)、硅垢(SiO₂)等,这些物质在酸性环境下会发生溶解或松动。HCl或柠檬酸清洗,能有效剥离这一层污染物。
2. 碱性才能去除的污染物(有机生物膜、微生物分泌物、油类污染物)
微生物滋生形成的生物膜、腐殖酸、油脂类污染物,在碱性条件下才能被表面活性剂(如十二烷基苯磺酸钠Na-DDS)皂化、乳化,进而从膜面剥离。
3. 顺序搞反的致命后果:污染物变性交联
先加碱,碱性环境会使有机污染物中的蛋白质变性、多糖交联,形成一层更顽固的凝胶层。这层变性后的污染物,后续再用酸洗,根本无法渗透溶解。同时,无机垢在碱性条件下反而会更稳定地附着在膜面上。
更麻烦的是,金属氢氧化物(如Fe(OH)₃)在碱性条件下会与有机物形成络合结构——铁-腐殖酸络合物,这种东西比单纯的有机污染更难处理。一旦形成,即使后续用高浓度酸清洗,效果也大打折扣。
三、正确清洗顺序:先酸后碱,四步标准流程
第一步:酸性清洗(去除无机垢和金属氢氧化物)
清洗液配方:HCl 1%~2%,调节pH至1.5~2.0;或柠檬酸 1%~2%,用氨水调pH至2.5~3.0。清洗温度:25~35°C(温度过高会使蛋白质变性凝固,反而加重污染)。循环时间:60~120分钟,流速要求膜壳内流速大于等于1m/s(对应进出口压差约0.3~0.5 bar)。
第二步:中间水洗(去除残余酸液,防止酸碱混合)
用RO产水彻底冲洗膜面,确保残余酸性清洗液基本清除干净。pH值冲洗至接近中性(pH 5~6)再进入下一步。冲洗不干净,酸碱在中途混合会产生中和反应,降低双方清洗效果。
第三步:碱性清洗(去除有机生物膜和微生物)
清洗液配方:NaOH 0.1%~0.5%(pH 10~11)+ Na-DDS 0.025%~0.1%(促进有机物乳化和剥离)。如果存在油脂污染,可适当提高温度至30~35°C,增强皂化效果。循环时间:60~120分钟,清洗后立即冲洗。
第四步:最终冲洗(稳定膜性能,检测恢复效果)
用RO产水或淡水彻底冲洗至进出水pH、电导率基本一致。冲洗结束后,记录清洗前后的通量和脱盐率,计算通量恢复率。
四、清洗参数对照表(标准参考值)
| 参数项 | 酸性清洗 | 碱性清洗 | 说明 |
|---|---|---|---|
| 常用药剂 | HCl(1-2%)或柠檬酸(1-2%) | NaOH(0.1-0.5%)+ Na-DDS(0.025-0.1%) | Na-DDS为十二烷基苯磺酸钠 |
| pH控制范围 | 1.5~2.0(HCl)/ 2.5~3.0(柠檬酸) | 10~11 | pH值是影响清洗效果的核心参数 |
| 清洗温度 | 25~35摄氏度(油脂污染可提至30~35摄氏度) | 25~35摄氏度(油脂污染可提至30~35摄氏度) | 温度超过35摄氏度会使蛋白质变性凝固 |
| 循环时间 | 60~120分钟/步 | 60~120分钟/步 | 严重污染可延长至180分钟 |
| 循环流速 | 大于等于1 m/s(对应压差0.3~0.5 bar) | 大于等于1 m/s | 流速不足则清洗液与膜面接触不充分 |
| 判断清洗终点 | pH稳定正负0.2,进出口pH差值小 | pH稳定正负0.2,进出口电导率差值小 | 表明污染物已被有效剥离 |
| 预期通量恢复率 | 95%~100% | 正确顺序下可达标 | |
五、现场操作中最容易犯的5个错误
1. 酸碱混合同时加入
有些现场为了省时间,把酸和碱同时加到清洗箱里。酸碱在中性条件下会发生剧烈中和反应,生成大量的盐(NaCl)和热量,既浪费药剂,又失去了各自的清洗能力,等于白洗。
2. 中间水洗不充分就换药剂
酸洗结束后没有充分水洗,残余酸液与碱性清洗液直接接触,中和反应导致碱度骤降,清洗效果大打折扣。标准要求冲洗至pH 5~6再进入碱洗步骤。
3. 清洗温度过高(超过40摄氏度)
部分工程师认为高温洗得更干净,实际上温度超过40摄氏度会使膜面上的有机物(蛋白质、多糖)发生热变性凝固,从松散状态变成牢固的凝胶层,反而加重污染。聚酰胺复合膜的耐温上限为45摄氏度,但热变性在35摄氏度以上就开始发生。
4. 循环流速不够(进出口压差低于0.3 bar)
清洗泵流量不足,膜壳内流速低于0.8m/s,清洗液在流道内形成层流而非湍流,膜面接触不充分。特别是在8英寸膜壳(8040)大流量清洗时,必须保证足够的循环流量。
5. 清洗后没有在2小时内恢复正常运行
膜元件在清洗后如果不及时恢复运行,且没有充满保护液(1%亚硫酸氢钠溶液),暴露在空气中2~4小时以上,细菌会在湿润的膜面上再次繁殖,清洗效果前功尽弃。
六、如何判断清洗效果是否达标?
清洗结束后,通过以下三个指标综合判断:
通量恢复率(最核心指标):
通量恢复率 = 清洗后产水量 / 新膜初始产水量 × 100%。达标标准:大于等于90%(理想状态95%~100%)。如果恢复率低于85%,需要排查是否存在不可逆污染(如膜面划伤、氧化降解、胶体硅污染),考虑更换膜元件。
脱盐率变化:
清洗后脱盐率应与初始值相当(标准RO膜大于等于98%)。如果脱盐率明显下降(如低于95%),通常意味着膜面存在氧化损伤(余氯超标)或不可逆的吸附污染。
进出口压差(标准化压差):
标准化压差恢复到初始值的正负10%以内。压差偏高说明流道存在堵塞(生物膜、结垢或杂质堆积)。
七、清洗效果不达标时的排查路径
当通量恢复率低于80%时,按照以下路径逐项排查:
第一步:检查清洗顺序和操作记录。确认是否执行了先酸后碱的标准流程,是否存在酸碱混合、中间水洗不充分的情况。现场复查往往能发现问题。
第二步:检查进水水质变化。排查近期是否有高SDI、高余氯、高硬度水源进入系统,这是膜污染加速的信号,需同步改善预处理。
第三步:取膜解剖分析。对于严重污染的膜元件,可送回厂家或专业机构进行膜面分析(SEM+EDS或FTIR),确认污染物成分,针对性调整清洗配方。
第四步:考虑复合清洗配方。对于复杂污染(如有机+无机+微生物复合污染),可采用酸-水洗-碱-水洗-还原-水洗的四步清洗法,必要时加入螯合剂(EDTA)和非离子表面活性剂。
实际工程中,清洗顺序错误导致的通量恢复不良占全部清洗失败案例的60%~70%。掌握先酸后碱的正确流程,理解背后的化学原理,是每一位水处理运维工程师的基本功。希望本文的分享能在实际工作中帮你少走弯路,让RO系统保持在最佳运行状态。

