一、案例背景:某化工废水回用项目调试复盘
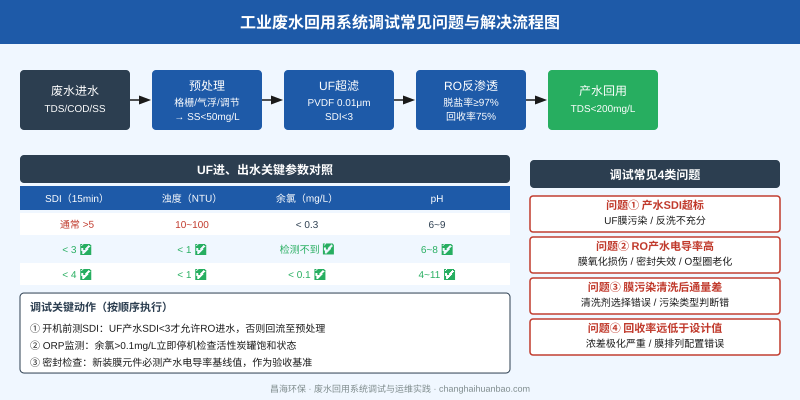
浙江某精细化工厂,日处理量200m³/d废水回用系统,工艺路线为”预处理→UF超滤→RO反渗透→产水回用于生产工序”。设备安装完成后进场调试,前三天产水率只能达到设计值的58%,远低于合同约定的75%回收率。业主方催促投产,项目方压力巨大。
老工程师到场后,按照”先外围、后核心”的排查顺序,用不到48小时定位了4个根因并全部解决,最终产水率稳定在78%。这个案例完整涵盖了废水回用系统调试中最常见的4类失败模式,非常适合作为调试人员的学习样本。
二、问题① SDI超标:UF产水不合格是RO性能下降的元凶
调试第一天,RO进水SDI测值为6.2,远超设计上限4.0。RO膜厂家明确要求:SDI超标时禁止进水,否则膜污染会急剧加速。
根因分析:UF膜元件出厂保护液未冲洗干净,同时气洗程序设定压力偏低,反洗不充分导致膜面仍有残留的甘油保护层。甘油在水中形成黏性介质,显著提升进水SDI。
排查步骤:
Step 1:检测UF产水SDI(15min法)
取UF产水口样本,用0.45μm滤膜在30psi下过滤15分钟,测量滤膜截留固体重量。标准方法详见《GB/T 6682-2008分析实验室用水规格》附录。
Step 2:检查气洗压力与频率
UF气洗压力应维持在0.4-0.6MPa(PVDF材质)。压力偏低时,中空纤维内部的板结颗粒无法被气泡冲刷脱落,长期积累形成内部不可逆污染。
Step 3:冲洗验证
将UF产水连续外排15分钟后再测SDI,若数值快速回落,说明确实是保护液残留。若不回落,需检查膜丝完整性(憋压测试)。
本次处理结果:UF膜经3轮强化气洗(每次间隔30min)后,SDI从6.2降至2.1,RO顺利进水。耗时约4小时。
三、问题② RO产水电导率高:新装膜元件必须测”基线电导”
SDI问题解决后,RO产水电导率仍有280 μS/cm,远高于合同要求的<200 μS/cm新膜基线值(约150-180 μS/cm)。
根因分析:新装膜元件在出厂前会进行水质测试,但长途运输和野外仓储存在密封O型圈老化或膜壳磕碰导致密封不良的风险。RO膜壳端板密封圈一旦损伤,淡水与浓水之间就会产生旁路渗透,产水电导率直接飙升。
排查步骤:
Step 1:单支膜元件逐段排查(隔断法)
关闭浓水阀,逐段封闭膜壳浓水出口,测量各段产水电导率。正常情况下越靠近浓水出口段电导率越高(浓水侧溶质反向渗透)。若某段数值异常高,说明该段存在密封问题。
Step 2:检查O型圈与端板
抽出疑似问题的膜元件,检查元件与膜壳连接处的O型圈是否完好、有无错位或龟裂。本次案例中,第2支膜元件进水端O型圈有约0.3mm的压缩永久变形。
Step 3:记录基线值,纳入验收文档
新装膜元件调试时必须测量并记录基线电导率,作为质保依据。基线值超出厂家标准值15%以上时,应在调试报告中注明并拍照留存。
本次处理结果:更换第2支膜元件O型圈,产水电导率降至168 μS/cm,合格。
| 排查手段 | 判断标准 | 处理方向 |
|---|---|---|
| 单支膜逐段测电导率 | 某段显著高于平均值30%以上 | 该段密封圈/膜片问题 |
| 憋压测试(0.4MPa,5min) | 压降>10%或浓水侧有淡水渗出 | 膜壳密封或膜片破损 |
| 产水电导率 vs 温度补偿 | 电导率随水温波动>2%/℃ | 正常;关注温度补偿系数 |
四、问题③ 清洗后通量不恢复:90%是因为选错了清洗剂
调试期间正逢膜面出现轻微污染,操作人员按经验用柠檬酸进行化学清洗。清洗后通量不但没有恢复,反而略有下降。这是典型的清洗剂选择错误引发的二次污染。
根因分析:该化工废水含大量有机物(原油类物质和聚合物絮凝剂残留),有机物污染只能用碱性清洗(NaOH+SDS表面活性剂)配合氧化剂(次氯酸钠,低浓度)才能有效清除。酸性清洗对有机物污染几乎没有效果,残留的柠檬酸盐反而在膜面形成二次黏性沉积。
膜污染类型快速判断表:
| 污染类型 | 典型进水来源 | 特征现象 | 推荐清洗剂 |
|---|---|---|---|
| 无机结垢(CaCO₃、CaSO₄) | 硬度高、无预处理 | 段间压差正常,但产水下降 | 2%柠檬酸,pH 4.0 |
| 有机物/生物污染 | 含油废水、含微生物 | 产水下降,SDI升高,有异味 | 0.1% NaOH+0.02% SDS,40℃ |
| 胶体硅/铁铝氧化物 | 高硅原水、含铁絮凝 | 膜面可见黄褐色斑 | 0.1% EDTA+NaOH,pH 11.5 |
| 混合型污染 | 废水回用(最常见) | 上述2种以上症状并存 | 先碱后酸,分步清洗 |
调试期间清洗注意事项:
① 先确诊再动手:取膜面污染层样本,用1:1盐酸滴定试验(冒泡=含CaCO₃无机垢,不冒泡=有机物主导),判断污染类型再选择清洗剂。
② 清洗后必须测基线:每轮清洗前后都要测量产水通量和产水电导率,清洗后恢复到基线的90%以上才算清洗有效。
③ 混合污染禁止同浴清洗:有机+无机混合污染必须分两步清洗:先碱性去除有机物,充分冲洗干净后再用酸性去除无机垢,绝不能混合同时加入。
五、问题④ 回收率远低于设计值:浓差极化与膜排列配置的联合陷阱
解决了前三个问题后,系统回收率从58%爬升到68%,但距离75%的设计值仍有差距。业主方明确表示”如果达不到合同指标,调试费要打折”。
根因分析:浓差极化是回收率的天敌。当RO膜面附近溶质浓度远高于主体溶液浓度时,渗透压升高,有效推动力下降,实际回收率远低于理论值。同时,该项目RO膜排列为”2:1排列”(两段6:3),段间增压泵未开启,导致第二段膜面流速严重不足,进一步加剧了浓差极化。
排查步骤:
Step 1:测量段间压力与产水量,计算实际回收率
段间压力应比首段进水压力低0.3-0.5 bar(正常压降)。若压降过大,说明膜面污染物堆积;若压降过小,说明膜壳内密封挡板可能移位。
Step 2:检查高压泵与段间增压泵运行状态
段间增压泵是提升回收率的关键设备。调试时很多施工方会省略这台泵(节省成本),或者接了电但没有设置正确的联动启停逻辑,导致泵没有启动。
Step 3:调整回收率控制逻辑
回收率不是越高越好。调试时应将浓水排放电导率作为保护限制(通常设定<65ms/cm),超过此值必须打开浓水阀,避免浓水侧结垢。
本次处理结果:开启段间增压泵并调整运行压力后,回收率从68%提升至78%,产水电导率仍稳定在185 μS/cm。调试完成。
六、调试人员必须掌握的4个核心习惯
习惯1:开机前先测SDI,这是RO系统的”入场券”
UF产水SDI<3是RO安全运行的必要条件。调试期间建议每4小时测一次SDI,监控膜污染趋势。若SDI持续上升,说明预处理加药量不足或UF膜存在板结问题。
习惯2:新装膜元件必须建立基线档案
记录每支膜元件的初始产水电导率、初始产水流量、膜壳编号。这份档案是后续故障诊断的第一手依据,也是向膜厂家索赔的必备文件。
习惯3:ORP监测是防止膜氧化损伤的早期预警
调试期间RO进水ORP应控制在<200mV(对应余氯<0.05mg/L)。ORP>350mV时必须立即停机检查活性炭罐,防止余氯氧化损伤RO膜。氧化损伤不可逆,只能换膜。
习惯4:调试日志是运维人员最重要的工具
建议使用表格记录每小时的运行参数:进水压力、产水流量、浓水流量、电导率、温度。每班次签字交接,方便运维人员快速发现异常趋势,将故障消灭在萌芽阶段。
七、总结:废水回用系统调试的”四步问诊法”
废水回用系统调试的核心,是解决”能不能开机”和”能不能达标”两个问题:
第一步:SDI是否合格?不合格不开机,先把UF调顺。这是RO的入场条件。
第二步:基线值是否正常?新装膜元件测产水电导率,有异常立刻查密封。基线值是验收和质保的基准线。
第三步:污染类型判断清楚了吗?先确诊、后动手,清洗剂选错比不洗更糟糕。混合污染分步处理,不要贪快。
第四步:回收率和浓差极化控制了吗?段间增压泵必须开启,浓水侧电导率设定保护限制。这两件事是调试人员最容易忽略、也是业主方最在意的指标。
这四个问题全部通过,废水回用系统调试才算真正完成。工程师的价值,往往就体现在这48小时的系统排查里。

