一、问题描述:明明清洗了,为什么产水量还是上不去?
在反渗透系统的日常运维中,清洗RO膜是再平常不过的操作。但现场经常出现这样一种情况:运维人员按经验做了碱洗、酸洗,膜看着洗干净了,开机后产水量却还是达不到设计值的80%。
这种情况在工程实践中极其普遍。老工程师总结了多年现场经验:RO膜清洗后产水流量达不到预期,90%不是因为膜彻底报废,而是因为清洗方案本身选错了。具体来说,问题集中在三个方面:污染类型判断错误、清洗剂选择不对,清洗顺序搞反了。
二、清洗前的第一步:先判断是什么污染
很多运维人员一看到产水量下降,第一反应就是”膜该洗了”。但洗什么、用什么洗,完全靠经验拍脑袋。这是清洗失败最常见的原因。
1. 查询进水水质档案
调取进水SDI值、浊度、余氯、pH等常规指标。重点关注:SDI连续3天是否大于3,进水浊度是否有明显升高,余氯是否出现过超限(余氯>0.1mg/L会对聚酰胺膜造成氧化损伤)。这些数据能帮我们缩小污染范围。
2. 观察膜壳端板和产水侧
打开膜壳端板,检查膜片颜色和状态:膜面呈淡黄色、有滑腻感,通常是有机物/微生物污染;膜面出现白色/灰白色粉末状物质,大概率是碳酸钙水垢;膜面发黑或发红,往往是铁/锰氧化物沉积;如果膜面发黏、有腥臭味,基本可以确定是生物膜污染。
3. 对照污染类型与典型表现
不同污染类型的特征对比参照下表,清洗前先对照判断,再选择对应方案:
| 污染类型 | 典型特征 | 高风险场景 |
|---|---|---|
| 碳酸钙/硫酸钙垢 | 膜面白色粉末,端板有硬质沉积 | 硬度高、未做软化预处理 |
| 铁/锰氧化物 | 膜面黄褐色/黑色,压差上升快 | 井水水源含铁高、管道腐蚀 |
| 有机物/油脂 | 膜面滑腻、产水有异味、清洗后很快再堵 | 电镀、印染、食品废水 |
| 微生物/生物膜 | 膜面发黏、产水细菌数升高、清洗液发臭 | 预处理不到位、停机未保护 |
| 混合复合垢 | 以上多种特征同时出现 | 长期运行无计划清洗的旧系统 |
三、清洗剂选择:酸洗还是碱洗,关键看污染类型
这是最容易出错的一步。选错清洗剂,轻则无效,重则加剧膜损伤。以下是各污染类型对应的正确清洗方案:
1. 无机垢类污染(碳酸钙、硫酸钙)→ 酸洗
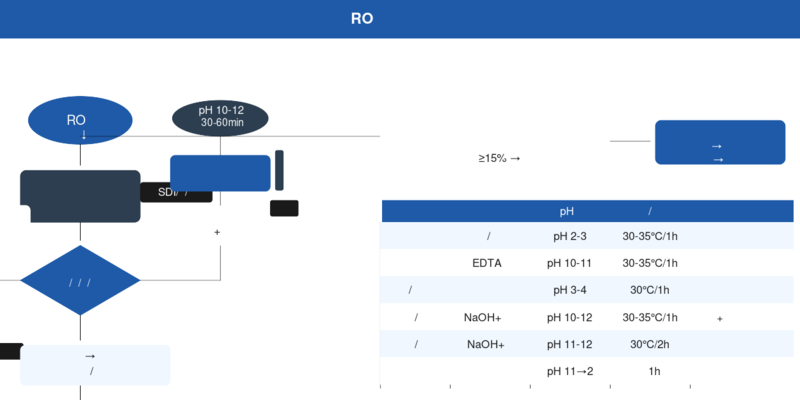
碳酸钙垢用盐酸或柠檬酸,pH控制在2-3,温度30-35°C,循环清洗60分钟。硫酸钙垢比碳酸钙难溶,需用EDTA碱性配方(pH 10-11)才能有效螯合钙离子,普通酸洗对其效果很差。注意:酸洗必须现场测试清洗后浓水pH,确保pH恢复到中性再排放。
2. 有机物/油脂污染 → 碱洗+表面活性剂
用NaOH调节pH至10-12,配合非离子型表面活性剂(推荐曲拉通TX-100),温度30-35°C,循环45-60分钟。碱洗的作用是皂化油脂、瓦解微生物胞外聚合物(EPS),表面活性剂则负责提升渗透湿润性。注意:碱洗后必须用RO产水彻底冲洗干净再进行下一步。
3. 微生物/生物膜污染 → 碱洗+非氧化杀菌剂
先用碱洗(pH 11-12)去除生物膜基质,再配合非氧化性杀菌剂(如异噻唑啉酮类)浸泡2小时以上。严禁使用次氯酸钠等氧化性杀菌剂做浸泡清洗——氧化性杀菌剂会使聚酰胺膜氧化降解,清洗后脱盐率反而下降。正确的做法是:碱洗后冲洗干净,再用稀释后的杀菌剂溶液循环处理。
4. 混合复合污染(最易出错)→ 先碱后酸,分段清洗
当有机物和无机垢同时存在时,绝对不能把酸和碱混在一起使用。正确的操作是:第一步,碱洗(pH 10-12,去除有机物层,暴露下面无机垢);第二步,充分冲洗(冲洗水必须排掉,不能进入下一步);第三步,酸洗(pH 2-3,处理暴露出来的无机垢)。如果把顺序搞反——先酸后碱,酸洗会把有机物变性固化,反而更难清洗。
四、清洗操作的关键参数控制
选对了清洗剂还不够,清洗操作本身也有几个关键参数必须控制到位:
1. 清洗液温度
温度控制在25-35°C最为合适。温度过低,清洗剂活性不足;温度过高(超过40°C),会加速聚酰胺膜的水解损伤。有些现场冬天没有加热措施,清洗液温度只有十几度,做完清洗效果自然不好。
2. 清洗液流速
单支膜元件清洗液流速不低于0.05立方米/小时(8040尺寸),清洗压力控制在3bar以内,流速过快会造成膜片机械损伤。清洗时观察清洗桶液位,清洗液从浓水侧进、产水侧出的走向是标准做法。
3. 浸泡时间
难溶的无机垢(硫酸钙)或厚重的生物膜,建议清洗循环结束后浸泡30-60分钟再循环,不要立即冲洗排放。浸泡是让清洗剂充分渗透进污染层内部的关键步骤,很多现场省略了浸泡步骤,清洗效果大打折扣。
4. 清洗效果验证——记录关键指标
清洗完成后,不要凭感觉判断效果。必须记录三个指标并与清洗前对比:产水流量(应恢复至设计值的85%以上)、脱盐率(应恢复到98%以上)、段间压差(应明显下降)。三个指标同时达标,清洗才算成功;只有流量恢复但脱盐率下降,说明膜已有损伤,需进一步评估是否需要换膜。
五、一个典型失败案例还原
某食品厂RO系统,运行两年后产水量从2立方米/小时下降到1.3立方米/小时。运维人员做了”碱洗”,使用了片碱化水清洗,但清洗后开机流量只有1.4立方米/小时,几乎没有改善。
现场工程师拆检发现,膜面有大量白色粉末——是碳酸钙水垢,伴随有机物层。而运维人员全程只做了碱洗,对无机垢完全无效。正确做法是先做酸洗处理水垢,再做碱洗处理有机物层。分开两步走,清洗后产水量恢复到1.9立方米/小时。
这个案例的教训很清晰:不是清洗次数不够,而是清洗方案和污染类型不匹配。做十次错误的清洗,不如做一次正确的。
六、预防大于治理:减少清洗频次的日常措施
膜污染不可能完全杜绝,但可以通过合理的预处理降低清洗频率:
1. SDI值每日监控:进水SDI(15分钟)必须控制在4以下,超过4立刻检查预处理(砂滤、碳滤、精密过滤器)是否失效。这是判断预处理效果的最直接指标。
2. 余氯零容忍:RO进水余氯必须小于0.1mg/L,现场条件允许的话建议做到检测不到(ND)。余氯对聚酰胺膜的氧化损伤是不可逆的,一旦膜被氧化,脱盐率永久下降,任何清洗都无法恢复。
3. 停机保护:RO系统停机超过24小时,必须进行低压冲洗并用亚硫酸氢钠保护液填充膜壳,防止微生物滋生。现场调查数据显示,约40%的膜生物膜污染与停机保护不当直接相关。
膜污染清洗是技术活,不是力气活。判断准、方案对、操作规范,三步缺一不可。下次遇到清洗后流量上不去的情况,先别急着换膜——把污染类型判断和清洗方案核查一遍,大概率能找到根源。

