某精细化工企业纯水站值班工程师最近遇到一件头疼事:RO系统运行两年后脱盐率从初期的98%逐步下降,请了外包清洗公司做了一次碱洗,产水电导率非但没降,反而从220 μS/cm跳到了310 μS/cm。反复清洗两次,脱盐率始终卡在85%左右。工程师怀疑膜已报废,但更换新膜后同批原水运行一个月,脱盐率再次开始下滑——问题根源根本不在膜本身。
一、四类污染快速识别:不做检测就下手,清洗注定失败
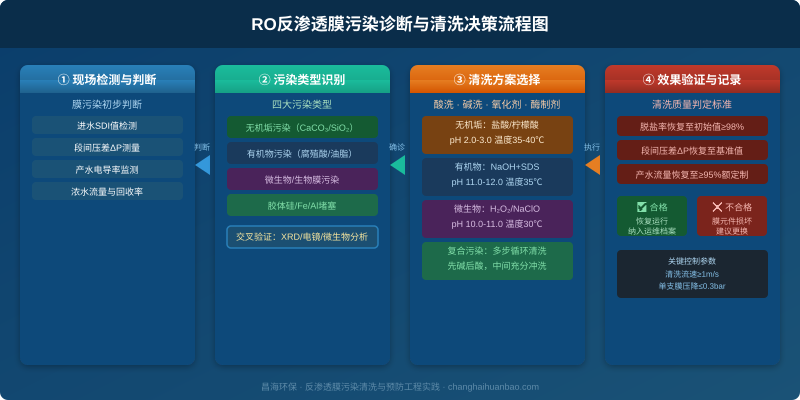
RO膜污染通常不是单一类型,而是两种以上的复合污染。但工程师在现场第一步,必须先判断”谁是主谋”。根据昌海环保200余个水处理项目的调试数据,现场可快速完成的三项检测:
- 进水SDI值:每4小时检测一次,SDI<4为合格。连续三次SDI>5,预处理段存在异常。
- 段间压差ΔP:RO一段压差超过初始值0.5bar,或二段压差超过一段初始值2倍,基本可判断无机垢或胶体堵塞。
- 产水电导率与脱盐率曲线:脱盐率在3个月内从98%跌破90%,且伴随产水量下降,通常是有机物或微生物污染的信号。
四大污染类型特征对照:
- 无机垢污染:CaCO₃、CaSO₄、SiO₂沉积。特征是段间压差急剧上升,产水量下降,但脱盐率下降较缓慢。取浓水侧膜片可见白色或淡灰色结垢层。
- 有机物污染:腐殖酸、油脂、表面活性剂。特征是进水压力稳定,但产水量和脱盐率同时下降。膜片闻有异味,颜色偏深褐或黑色。
- 微生物/生物膜污染:细菌、真菌及其代谢产物。特征是进水压力缓慢上升,膜面有滑腻感,浓水侧闻有明显腥臭味。进水余氯消耗异常加快是早期信号。
- 胶体硅/Fe/Al堵塞:进水硅含量超过20 mg/L或铁离子超过0.5 mg/L时易发生。压差上升快,但发展速度比无机垢慢,膜片可见黄褐色斑点。
二、清洗方案选错一步,脱盐率永远回不来
外包清洗公司的常见失误:不管什么污染类型,一律用”碱性清洗+杀菌处理”。这对有机物污染有效,但如果是无机垢污染,碱性环境反而加速CaCO₃的再结晶,使清洗后脱盐率不升反降。以下是各类污染的标准清洗方案(依据《水处理设备技术条件》JB/T 2932及行业通用规范):
2.1 无机垢污染:酸洗是唯一出路- 清洗剂:0.2%盐酸溶液,或2%柠檬酸溶液(优先,兼顾保安性)
- pH控制:2.0~3.0(不得低于1.5,否则膜元件损坏)
- 温度:35~40℃(温度每升高5℃,化学反应速率提升约1倍)
- 循环时间:每支膜组件60~90分钟
- 关键参数:清洗流速≥1.0 m/s,确保足够剪切力冲刷膜面
- 清洗剂:0.1% NaOH + 0.025% SDS(十二烷基苯磺酸钠)
- pH控制:11.0~12.0(pH过高会加速膜基材水解,严禁超12.5)
- 温度:30~35℃(高温会加剧膜降解)
- 浸泡时间:有机污染严重时,可浸泡过夜(8~12h),但需控制pH不低于10.5
- 清洗剂:0.1%~0.5% H₂O₂溶液,或50~100 ppm NaClO溶液
- pH控制:10.0~11.0(碱性环境保证氧化剂有效性)
- 温度:25~30℃
- 重要警示:严禁将含氯清洗剂与酸混用,会产生剧毒氯气!须先充分冲洗至中性后再切换清洗方案。
- 正确顺序:先碱洗(去除有机物和生物膜)→中间充分冲洗至中性→后酸洗(去除无机垢)
- 冲洗标准:冲洗水电导率与进水原水电导率差值<10 μS/cm,方可进行下一步
- 典型错误:先酸后碱,会导致被酸活化的金属离子(Fe³⁺、Al³⁺)在碱性环境中水解成胶体,反而加重膜堵塞
三、清洗效果判定:95%恢复率是及格线
很多工程师做完清洗就收工,从来不做效果验证。昌海环保技术团队建议,清洗完成后须等待系统稳定运行2小时再采样检测,三项指标全部达标方可签字验收:
- 脱盐率恢复至初始基准值的≥98%(初期值98%则目标≥96%,初期值96%则目标≥94%,以此类推)
- 段间压差ΔP恢复至初始基准值的±15%以内
- 产水流量恢复至额定制水量的≥95%
若清洗后ΔP恢复正常但脱盐率持续偏低,可能是膜元件本身已发生不可逆的化学降解(如氧化剂过量导致的膜孔径变大),此时建议更换膜元件,不宜反复清洗。
四、预防膜污染的日常运维三原则
清洗是亡羊补牢,真正降低运维成本的是预防。以下三项是昌海环保在为客户做长周期运维托管服务中验证有效的日常管理原则:
- 预处理设计决定膜寿命上限:UF超滤作为RO前处理可将进水SDI稳定控制在3以下,相比传统砂滤+碳滤方案,膜污染速率降低60%以上。昌海环保全系列RO系统均搭配UF预处理模块,是基于大量工程数据的选择。
- 运行参数红线管理:单支膜组件压降不得超过0.3bar;系统回收率通常控制在50%~75%,严禁为追求”高回收率”长期超限运行(高回收率意味着浓水侧离子浓度倍增,垢析出风险指数级上升)。
- 膜元件停机保护规范化:设备停机超过24小时,必须用1%亚硫酸氢钠溶液对膜组件进行湿保护,每30天更换一次保护液。这项工作在多数项目现场形同虚设,却是膜元件存储期间生物膜形成的主要原因。
结语
RO膜清洗是系统工程,诊断判断是第一步,也是最容易被跳过的一步。”先检测、后方案、再执行、最后验证”,这四步走不全,清洗效果就得不到保障。昌海环保为客户提供的运维托管服务中,包含每季度的全系统膜污染诊断和预防性清洗方案设计,欢迎工程同行交流探讨。如需具体技术参数支持,可联系昌海环保技术部门。

