在超纯水制备工程现场,调试阶段往往是问题集中爆发的时期。设备安装完毕、管路连接完成,但系统出水水质迟迟达不到设计指标——这是许多工程技术人员都会遇到的困境。全膜法工艺(UF+RO+EDI)在超纯水系统中应用广泛,其调试逻辑与传统离子交换工艺有本质区别。本文结合昌海环保工程团队的现场经验,系统梳理超纯水设备调试中的常见问题与解决方案,供工程人员和运维人员参考。
一、调试前的系统检查:四项必查清单
许多调试问题的根源在于安装阶段的疏忽。建议在启动系统前完成以下四项检查:
- 管路冲洗验证:以脱盐水作为冲洗介质,循环冲洗所有工艺管路,检测冲洗水浊度是否小于0.5 NTU。管路内的焊接残渣和安装碎屑是调试阶段膜元件划伤的主要原因。
- 电气信号核对:确认高压泵、EDI模块、仪表传感器的4-20mA信号与PLC柜接线对应关系。重点检查RO高压泵的变频器频率反馈信号——信号接反会导致泵速异常、膜组件受到水锤冲击。
- 阀门状态确认:逐条核对PID图上每台阀门(电动阀/气动阀/手动阀)的开关状态,特别是浓水调节阀和产水不合格排放阀的初始位置。
- 仪表校验:使用便携式电导率仪对在线电导率表进行现场比对,确保测量精度在±2%以内。电导率表偏差是调试阶段水质误判的最常见原因。
二、出水电导率超标:三步排查法
产水水质不达标是调试期间出现频率最高的问题。当RO产水电导率超过设计值时,按以下步骤逐级排查:
第一步:确认原水水质波动。查看进水浊度、pH值、温度传感器数据。反渗透膜对进水pH极为敏感——当原水pH低于6.5时,碳酸钙溶解度改变,膜表面易发生活性氯侵蚀,导致脱盐率永久性下降。若进水余氯超过0.1mg/L,应立即检查活性炭过滤器是否已饱和。
第二步:判断污染类型。运行30分钟后取RO一段、二段产水分别测量电导率。若一段产水电导率正常但二段产水电导率偏高(浓水侧),则可能是一段膜元件存在划伤或O型圈泄漏;若各段产水电导率一致偏高,则需排查进水TDS是否超出设计值,或膜元件本身存在质量问题。
第三步:验证EDI模块状态。超纯水系统中EDI是深度脱盐的核心环节。若EDI产水电阻率低于10MΩ·cm,同时模块电流明显低于额定值(如额定200W模块实际电流仅3A),极可能是EDI淡水室结垢堵塞,导致离子迁移通道受阻。此时需要用低浓度盐酸(pH 2~3)低速循环清洗1小时。
三、膜污染判断:在线数据与实测数据对比
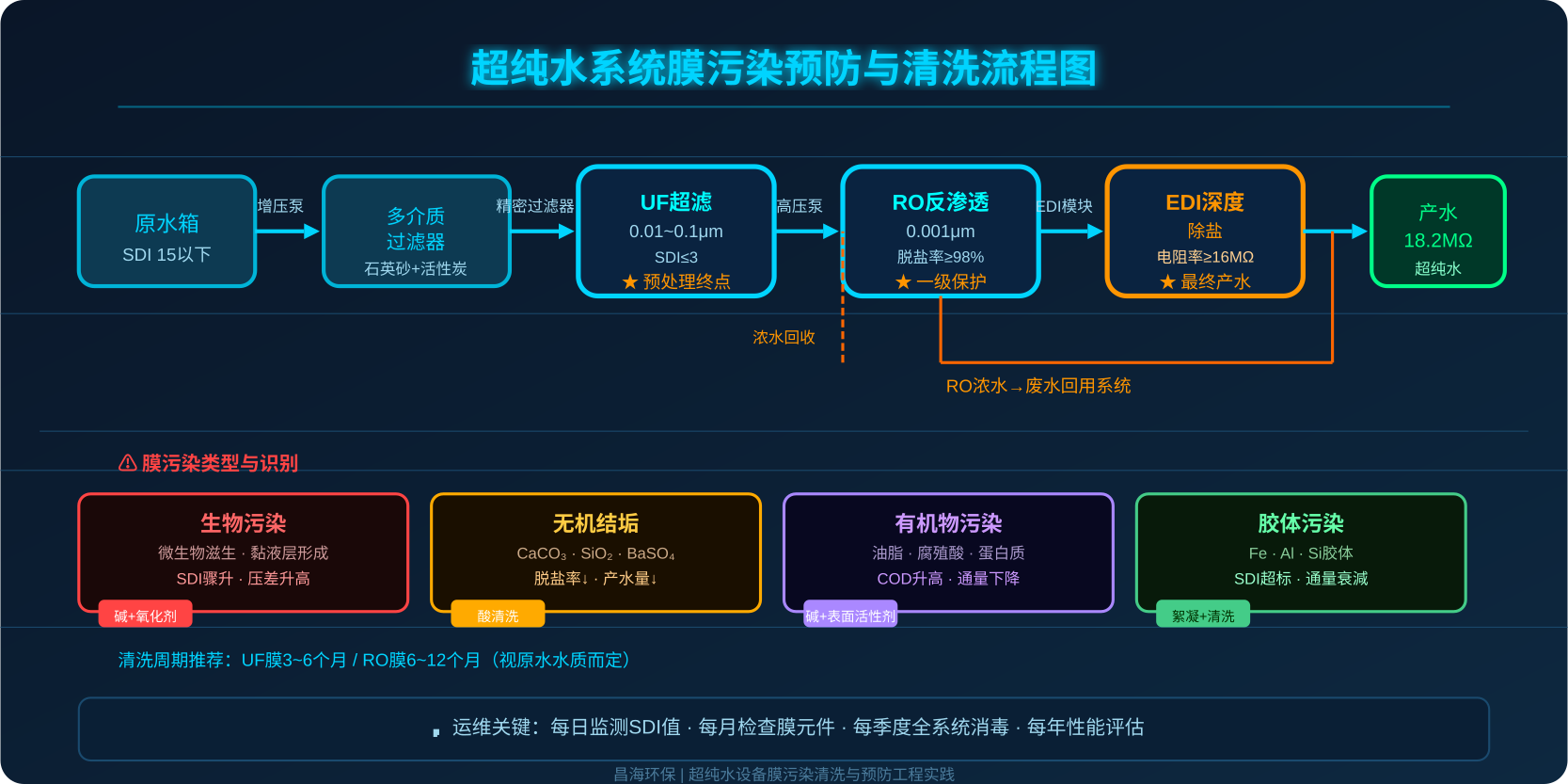
调试阶段发现的膜污染往往与预处理不到位直接相关。以下是几种典型污染的数据判据:
- 生物污染:进水SDI实测值连续3次超过5,且膜组件压差(ΔP)比初始值高出15%以上,可判定存在微生物污染。微生物在膜表面形成生物膜,导致通量急剧下降。处理方式为碱+非氧化性杀菌剂循环清洗,碱浓度1%(wt),温度30~35℃,循环60分钟。
- 无机结垢:当一段压差升高幅度明显大于二段,同时产水量下降10%~15%时,通常为碳酸钙结垢。取浓水端膜元件称重,与新膜标准重量对比,若增幅超过3%即可确认。化学清洗采用柠檬酸(pH 3.0~4.0),温度40℃,循环45分钟。
- 有机物与胶体联合污染:表现为进水压力稳定但产水流量持续衰减,进水SDI虽控制在3以下但膜表面仍有透明黏稠附着物。此类复合污染需先进行碱清洗(0.1% NaOH + 0.02% SDS),后进行酸清洗,两步之间用清水冲洗干净。
四、系统稳定运行后的参数固化与交接
当系统各参数稳定48小时以上、产水水质达到设计指标后,需固化以下运行参数并形成调试报告:RO系统回收率、运行压力、段间压差、EDI模块电流、产水电阻率记录曲线。同时向业主运维人员交接操作规程,重点说明以下内容:超滤反洗频率与反洗水量设定、RO系统在停机超过72小时时的膜保护方法、EDI模块短期停机(<72小时)的保存液添加步骤。
超纯水系统的调试质量直接决定后续运维成本。提前识别膜污染风险、规范调试操作流程,是工程团队专业能力的真正体现。昌海环保工程团队专注于全膜法超纯水系统的调试与运维,可为不同行业用户提供定制化的水质方案与现场技术服务支持。

