在工业废水回用项目中,系统调试失败、运行不稳定是工程现场最常见也最棘手的问题。一次不充分的调试,往往导致膜元件提前污染、系统产水率持续偏低、业主反复投诉——而这些本可以通过规范化的调试流程避免。本文以某化工园区废水回用项目为例,梳理从系统冲洗到正常移交的完整调试节点,并给出运维期间的核心管控指标,供工程人员和运维团队参考。
调试前准备:系统冲洗与膜件核查
正式通水前,必须对整个管路系统进行低压冲洗与杀菌处理。这一步被很多工程团队忽视或压缩,但实践表明,不洁的管路是调试阶段微生物污染的主要源头。
- 用常温纯水低压(<0.3MPa)冲洗管路至少30分钟,确认出水无色无异味;
- 配制200~400mg/L次氯酸钠溶液,循环浸泡2小时,杀灭管路内壁生物膜;
- 再用纯水冲洗至出水余氯检测为零,pH值回归中性。
膜件安装前的核查同样关键。现场需逐件检查RO/NF膜元件的密封圈是否完整、端板是否平整、膜片有无明显破损。某项目曾因O型圈遗漏导致调试时浓水侧严重内漏,返工耗时两天。膜壳就位后,确认所有卡箍紧固均匀,避免局部受力不均造成膜壳变形。
系统启动三阶段:从低压到工况的升压规范
系统启动遵循”低压慢速、梯度升压”原则,这是保护膜元件、避免机械损伤的核心准则。
- 第一阶段(0~15分钟):开启高压泵,将操作压力缓慢升至约0.5MPa,产水阀全开,浓水阀微开,巡检各接口有无渗漏;
- 第二阶段(15~30分钟):逐步关小产水阀,将压力提升至设计压力的50%(通常0.75~1.0MPa),观察膜壳产水电导率变化趋势;
- 第三阶段(30~60分钟):调节至设计工况压力(1.0~1.5MPa),记录瞬时产水率、脱盐率、浓水流量等基准参数,作为后续性能比对依据。
调试期间每隔10分钟记录一次运行数据,发现电导率异常升高或产水率骤降,应立即停泵排查,常见原因包括:密封泄漏、膜元件装反、保安过滤器滤芯破损等。
运维核心参数:这些指标每天都要盯紧
系统移交后,运维团队能否守住关键参数,直接决定膜系统的使用寿命与产水品质。以下是工程实践中总结的核心管控指标:
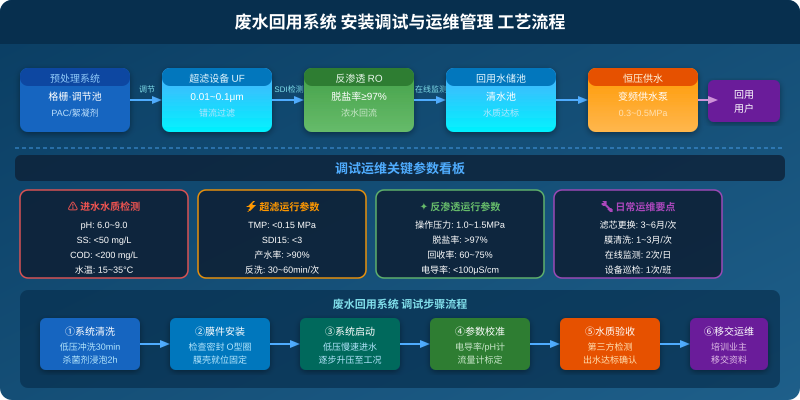
- 进水水质:pH 6.0~9.0,SS<50mg/L,COD<200mg/L,水温15~35C——任何一项超限都应触发预处理调整;
- 超滤阶段:跨膜压差(TMP)应<0.15MPa,SDI15<3,产水率>90%,反洗周期根据水质一般为30~60分钟/次;
- 反渗透阶段:操作压力1.0~1.5MPa,脱盐率>=97%,回收率控制在60~75%,产水电导率<100uS/cm;
- 日常维护:精密过滤器滤芯3~6个月更换,膜化学清洗周期1~3个月,每日在线监测数据记录不少于2次,每班设备巡检1次。
建议运维团队建立参数日志,系统运行初期(前两周)加密记录频率,一旦发现参数劣化趋势,尽早安排离线清洗或调整运行工况。
常见故障的现场应急处置
膜污染导致的产水率下降是最常见的调试后运维问题。当标准化的1%柠檬酸或0.1%NaOH循环清洗后TMP仍无法恢复,或脱盐率下降超过2%,应考虑膜元件已发生不可逆的永久性污染,需要更换对应膜元件。切忌通过一味提高操作压力来维持产水量——这会加速膜的压密化,得不偿失。
此外,浓水回流阀开度不宜长期处于最小位置。某调试案例中,浓水回流阀被刻意关小以提高回收率,导致膜浓水侧流速严重不足,浓差极化加剧,运行三个月后膜面出现不可逆的结垢现象,后期只能整段更换膜元件。
调试移交:资料与培训同样重要
系统调试完成后,除出水水质达到设计要求外,还应向业主提交完整的调试报告,包括:所有运行参数记录表、水质检测报告(含第三方数据)、膜元件安装清单、设备点位图与电控原理图。运维培训建议覆盖:关键参数报警阈值设定、膜清洗标准化操作流程、常见故障排查清单。业主运维人员能独立操作和进行基础应急处置,才是真正意义上的调试完成。
废水回用系统的稳定运行,始于规范的调试,成于细致的运维。昌海环保在工业废水回用系统工程实践中积累了丰富的产品线配套经验,涵盖超滤、反渗透、废水回用系统等多个核心产品,可为不同行业客户提供从方案设计到调试运维的全流程技术服务支持。

