工业废水回用系统调试是项目从建设转向稳定运行的关键环节,也是最能暴露设计缺陷与施工质量问题的高风险阶段。在实际工程项目中,我们见过太多业主急于投产、压缩调试周期,最终导致膜元件损伤、系统频繁报警、产水水质不达标等一系列棘手问题。本文结合昌海环保多个废水回用工程项目的实战经验,系统梳理从单机调试到联动验收各阶段的高频问题与解决方案,供工程人员和运维人员参考。
一、调试前的准备工作:磨刀不误砍柴工
很多调试人员一到现场就急着开机,结果发现阀门装反、仪表未校准、膜组件未正确浸泡,白白浪费时间。调试进场前,应完成以下检查清单:
- 设备安装确认:各水泵、阀门、仪表是否按图纸安装就位,管道连接是否严密(重点检查法兰密封垫是否错位)
- 电气系统核查:电机转向(特别是高压泵!反转会导致机械密封损坏)、热继电器整定值、控制逻辑是否正确
- 仪表校准:流量计、压力表、电导率仪、pH计等就地显示与PLC是否一致,建议用便携式仪表现场比对
- 膜组件检查:UF膜和RO膜外观是否有破损,保护液是否在有效期内,系统冲洗前禁止任何重压
- 原水水质摸底:在调试前48小时内取水样检测COD、氨氮、悬浮物、硬度、氯离子等关键指标,为后续工艺参数设定提供依据
二、分阶段调试:四个步骤步步为营
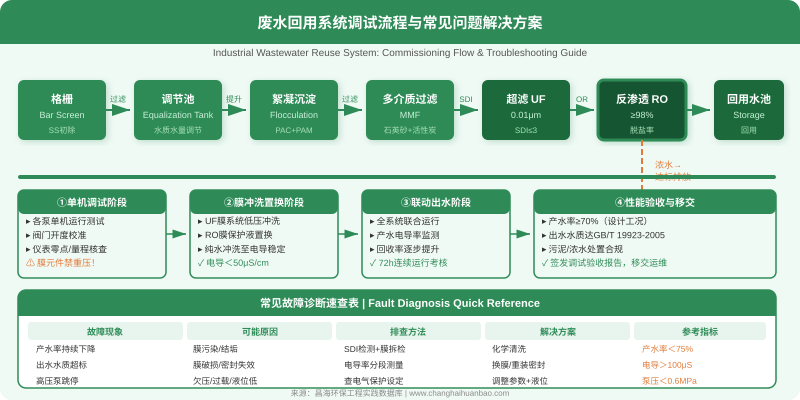
① 单机调试阶段
先逐台启动各水泵,测量实际运行电流、电压,确认与铭牌参数吻合。检查阀门开度与就地/远传信号是否对应。特别注意高压泵的排气操作——未排尽空气会导致泵体气蚀,噪音和振动急剧增大。此阶段重点记录各设备空载运行参数,建立设备健康档案基准线。
② 膜冲洗置换阶段
UF系统先用自来水进行低压冲洗(压力≤0.15MPa),冲洗至产水清澈、无浑浊。RO系统的甘油保护液需用纯水完全置换,通过测量冲洗水电导率判断置换是否彻底——当电导率稳定在50μS/cm以下,方可进入下一步。此阶段常见的误区是用原水(废水)直接冲洗膜组件,原水中含有的大量悬浮物和微生物会加速膜污染。
③ 联动出水阶段
全系统联合运行,逐步提升回收率。初始回收率控制在50%以内,运行24小时后若无异常,逐步提升至设计工况(通常65%~75%)。此阶段需密切关注:
- 产水电导率是否逐步下降并趋于稳定
- 各级膜壳的段间压差是否在允许范围内(正常单级RO压差<0.3MPa)
- 高压泵出口压力是否满足设计值(通常1.0~1.5MPa)
- 浓水排放是否畅通,防止背压过高损坏膜元件
建议每2小时记录一次运行数据,形成调试日志。连续稳定运行72小时后,方可进入验收阶段。
④ 性能验收与移交
按设计工况进行连续72小时性能考核,主要考核指标包括:
- 系统产水率≥70%(以设计进水条件为准)
- 产水电导率符合GB/T 19923-2005《城市污水再生利用 工业用水》相关条款
- 膜元件无破损、产水无色度异常
- 浓水及污泥处置符合当地环保要求
验收合格后,签署调试验收报告,移交业主运维团队,并提供完整的调试报告和操作培训。
三、高频故障诊断:四种情况一表说清
结合实际工程经验,我们将调试及运行初期最常见的四类故障整理如下,供运维人员速查:
- 产水率持续下降:多为膜污染或结垢引起,可通过SDI(污染指数)检测和膜壳开盖检查判断。轻度有机污染用碱洗(pH=11)、无机结垢用酸洗(柠檬酸或盐酸)处理。
- 出水水质突然超标:最常见原因是膜元件破损或密封O型圈失效。用刀片分割检测法(分别测量各膜壳产水电导)快速定位故障膜壳。
- 高压泵频繁跳停:检查泵入口压力是否低于最低要求(通常≥0.6MPa),液位开关是否失灵,电气热继电器整定值是否偏小。
- 膜元件产水量急剧衰减:检查进水温度是否过低(温度每下降1°C,产水量约下降2%~3%)、进水压力是否正常、膜元件是否被异物堵塞。
四、经验总结与建议
废水回用系统的调试没有捷径,但有规律可循。几点核心经验供工程人员参考:
- 调试周期宁可有余量:一个完整的废水回用系统调试至少需要7~14天,压缩工期是最大的隐患来源
- 数据记录是调试的命脉:没有数据就没有比较,没有比较就没有判断,所有调试决策都要基于数据
- 重视膜保护:调试期间膜元件一旦损坏,替换成本高且影响工期,保护工作要从始至终
- 运维交接要充分:很多问题不是调试没做好,而是运维人员不清楚操作边界导致的人为故障
昌海环保专注于工业废水回用系统从方案设计、设备制造到安装调试的一站式服务,拥有DTRO膜系统、超滤设备、反渗透设备等多条产品线的工程实施经验,可为不同行业的废水回用需求提供定制化解决方案。如有废水回用系统调试或运维方面的技术咨询需求,欢迎访问www.changhaihuanbao.com了解详情。