上周去一家浙江的电镀厂做回访:3个月内镀镍线报废率从1.2%窜到了2.6%,每月报废成本约18万元。第一反应是调镀液配方,调了两周不见好转。问题其实出在反渗透产水电导率——他们要求 ≤5 μS/cm,在线监测却显示8-25 μS/cm 在波动。镀镍、镀铜对水质敏感到了极致,杂质离子超过阈值直接报废,而根因就藏在前面 3 个被忽略的预处理参数里。
一、电镀厂 RO 纯水 3 个隐性指标失效的代价
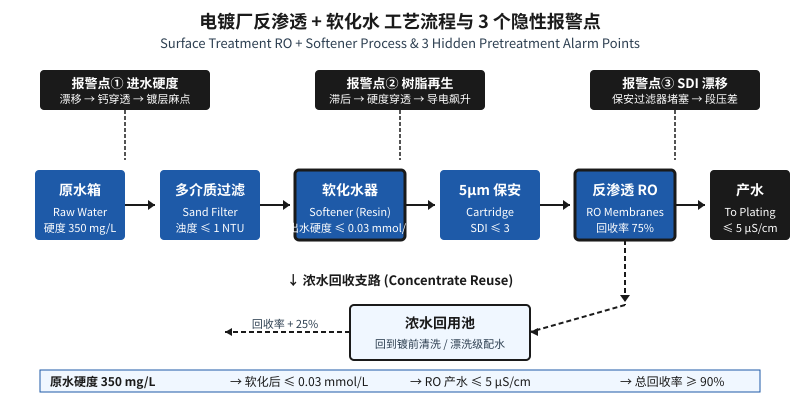
1. 进水硬度漂移导致钙穿透、RO 段压差一月翻一倍
某沿海电镀厂地下水原水硬度常年稳定在 350 mg/L 左右,2025 年雨季后表层 Ca²⁺ 浓度峰值冲到 480 mg/L。普通软化水器按”定时再生”逻辑每 12 小时启动一次,但原水 硬度 > 400 mg/L 时,树脂很快就被打穿。残留的 Ca²⁺ 进入 RO 膜面形成 CaCO₃ 结垢,3 周内一段压差从 0.2 MPa 涨到 0.5 MPa,产水电导率随即失控。代价是膜元件提前 1 年报废(5 万元/支)+ 镀层报废率从 1% 爬到 3%。
2. 树脂再生逻辑缺失 8-12 小时,让电镀线”喝掉”全部穿透过滤水
很多电镀厂软水器只看时间不看硬度——默认输出”0″,工程师以为没事,直到出厂水质抽检才发现硬度已经 0.6 mmol/L。这意味着前面 连续 8-12 小时的产水已经被电镀线消耗,镀镍槽里 Cu²⁺/Ni²⁺ 浓度失衡,整槽镀液报废。一次损失 6-10 万元。
3. 5μm 保安过滤器 SDI 漂移,膜污染指数每个月都在爬
原水浊度季节波动 + 上游软化器树脂碎片 + 微絮凝,让 SDI 经常窜到 4-5。保安滤芯 3 周就被堵,但没人建”段压差 0.15 MPa 必须更换”的报警规则。SDI>3 的水直接进 RO,膜污染指数每月爬升,每 6 个月要化学清洗一次,化学品 3 万 + 停产损失 12 万,一年光清洗就 25 万。
二、广东某电镀产业园真实案例:500 m³/天回用的 3 个关键节点
广东某大型电镀产业园(50+ 家电镀企业),日产电镀废水 2000 m³,希望回用率 ≥ 60%、降低新鲜水和废水处理费用。昌海方案把前段波动先压住,后端 RO 只做脱盐就够稳定:
- 综合废水 → 化学沉淀除重金属 → pH 调节
- 砂滤 + UF 超滤(出 SDI ≤ 3,保安滤芯周期稳定在 8 周)
- 抗污染 RO 膜(一级回用率 75%,电导率稳定 ≤ 200 μS/cm)
- DTRO 浓水进一步浓缩至 TDS ≥ 120 g/L,进入蒸发结晶
项目实际处理量 500 m³/天(一期),回用水电导率 < 200 μS/cm、重金属全部满足清洗标准,年节约新鲜水约 100,000 m³。回用水直接进入镀前清洗 / 漂洗级配水环节,连续 12 个月没有出现镀层报废率波动。
三、常规方案 vs 昌海 RO + 软化方案工艺对比表
| 对比项 | 常规方案(定时再生 + 单级 RO) | 昌海方案(硬度闭环 + SDI 实时 + 单级 RO) |
|---|---|---|
| 软化器控制 | 流量+时间触发再生 | 出水硬度在线>0.05 mmol/L 即触发再生 |
| 保安过滤器 | 3 周更换,无压差报警 | 段压差 ≥0.15 MPa 自动报警 |
| RO 段压差监测 | 手动抄表,每周 1 次 | PLC 实时显示,>0.3 MPa 报警 |
| 产水电导率波动 | 8~25 μS/cm(镀镍下线) | 稳定 ≤5 μS/cm |
| 膜化学清洗频次 | 每 6 个月一次 | 12~18 个月一次 |
| 镀层报废率影响 | 1.2% → 2.6% | ≤1.0% |
| 年综合节约 | — | 35~50 万元 |

四、3 个被忽略的预处理参数到底怎么卡
1. 进水硬度监测——配在线硬度仪,报警阈值打到 0.05 mmol/L
电极法在线硬度仪(精度 0.01 mmol/L)实时测原水和软化出水。原水硬度突变直接触发再生;软化出水硬度一旦触及 0.05 mmol/L 红线,强制报警并把产水切换到旁路。常规电导率仪表看不到硬度漂移,必须单独配。
2. 树脂再生逻辑——流量阀 + 时间阀并联,硬度数据参与决策
软化水器控制头采用 fleck/Clack/Runxin 多路阀,把”流量触发”和”时间触发” 并联。同时强制每 8 小时跑一次”反洗-吸盐-慢洗-快洗”流程,比对实际出水硬度。如果连续 2 次穿透,自动把再生周期缩短 30%,避免靠人盯。
3. 5μm 保安过滤器段压差——加 4-20 mA 差压变送器
保安过滤器进出水口各装 1 个压力变送器,差压进入 PLC。0.10 MPa 黄色预警,0.15 MPa 强制提示更换滤芯,0.25 MPa 红色联锁——直接锁住 RO 高压泵,避免 SDI>3 的水进入膜组。滤芯更换周期从此前的 3 周稳定到 8 周,单台 RO 一年少洗 2 次膜。
五、结语
电镀产线出问题,第一反应往往是调镀液、换添加剂、看设备老化——很少有人怀疑前段预处理。但电镀对水质的要求(电导率 ppb 级、硬度 ppb 级)比食品和制药更严苛:杂质离子一旦冲过 RO 膜,直接进入镀层结构。
把上面 3 个被忽略的参数——进水硬度、树脂再生、SDI 漂移——拆到具体动作(在线监测、双触发、压差报警)上,镀层报废率能从 2.6% 压回 1.0% 以内,单线一年节约 35-50 万元。电镀行业新建项目或老线改造,把这些参数写进 PLC 验收清单,比事后救火靠谱。

