一、铝型材阳极氧化行业的”水”痛点
广东、山东、辽宁三大铝型材产业带,超过 60% 的中小型氧化厂都在被同一个问题困扰:染色槽出来的铝型材花斑、色差、麻点,退货率常年卡在 3%–8%。表面看是”染色工艺不稳定”,但拆到进水端,80% 的根因出在水质——脱脂槽、氧化槽、封孔槽、染色前清洗的进水,硬度、pH、电导率、氯离子任何一项超标,整条产线良率就崩。
老板们往往先怀疑”染料要不要换”、”氧化时间加长”,却很少回头查软化水和反渗透纯水的进水参数。一轮折腾下来良率没上去,吨水成本反而多掏 1.2–1.5 倍。下面把氧化线最关键的 3 个水质痛点和软化水+反渗透组合方案拆开讲清楚。
二、3 个典型的”水质拉低良率”场景
1. 脱脂槽 3 天乳化报废
某山东铝厂原 7 天换一次的脱脂液,3 天就乳化分层、铝件挂灰。检测发现自来水总硬度 280 mg/L,远超脱脂槽要求的 ≤ 50 mg/L。高硬度水与碱性脱脂剂生成钙镁皂化物,槽液有效成分被快速消耗。一年仅脱脂剂就多花 18 万,还不算铝件返工。
2. 氧化膜染色花斑、色差,整批返工
氧化膜孔隙在染色前要彻底清洗,如果清洗水电导率 > 30 μS/cm,水中 Ca²⁺、Mg²⁺、HCO₃⁻ 会与酸性染料生成不溶性色淀,沉积在孔口造成花斑。次品率从 1.5% 飙到 6%–8%,一批 2000 支型材返工就损失 5–8 万。
3. 封孔槽结垢、盐雾试验不过
封孔直接决定膜层耐蚀性和硬度,对进水极敏感。硬度 > 4 mg/L 进封孔槽,1 周内槽底就析出大量 CaCO₃ 沉淀,堵塞加热盘管、型材表面出白斑。某客户做 GB/T 10125 中性盐雾试验,480 小时就出现腐蚀点,远低于建筑铝型材国标要求的 1000 小时。
三、根因都在”进水水质没分级”
把 3 个场景拆到进水端,本质是同一类问题:把”自来水”当成”工艺用水”用。氧化线不同工序对水质要求差异极大:
| 工序 | 关键水质指标 | 建议标准 | 超标后果 |
|---|---|---|---|
| 脱脂槽 | 总硬度 | ≤ 50 mg/L | 脱脂液乳化、铝件挂灰 |
| 碱蚀槽 | pH、硬度 | pH 11-13、硬度 ≤ 30 mg/L | 槽液结垢、铝耗增加 |
| 氧化前清洗 | 电导率 | ≤ 10 μS/cm | 染色花斑、色差 |
| 封孔槽 | 硬度、Cl⁻ | 硬度 ≤ 4 mg/L、Cl⁻ ≤ 15 mg/L | 槽底结垢、膜层硬度不达标 |
| 最终水洗 | 电导率、TOC | ≤ 5 μS/cm、TOC ≤ 1 mg/L | 表面水痕、白斑 |
可以看到,脱脂槽/碱蚀槽/封孔槽需要”软化水”(硬度低即可),氧化前清洗/最终水洗则需要”反渗透纯水”(低电导率、低离子)。两路水混用,要么软化水纯度不够,要么反渗透成本浪费。
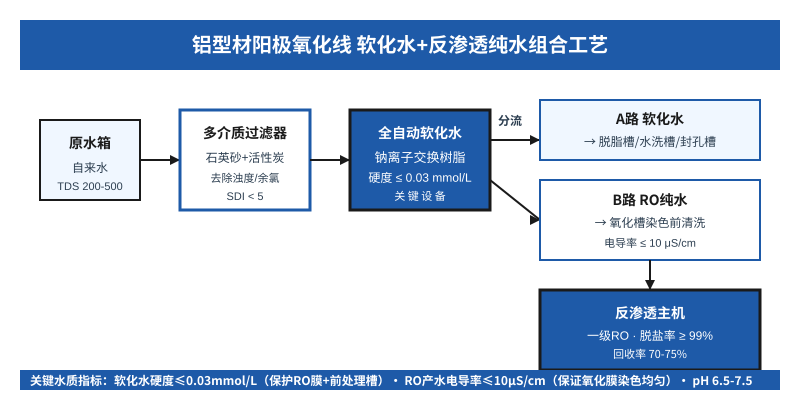
四、昌海”软化水+反渗透”分流组合方案
针对氧化线分质用水需求,推荐 A 路软化水 + B 路 RO 纯水的双路分流工艺(参考上图):
1. 公共预处理段:自来水 → 多介质过滤器(石英砂+活性炭)→ 5 μm 精密过滤器,把 SDI 降到 5 以下,保护下游树脂和膜。反洗周期 3–5 天。
2. A 路 全自动软化水:预处理产水进入钠离子交换软化器,产水硬度 ≤ 0.03 mmol/L(≈ 1.5 mg/L CaCO₃),满足脱脂和封孔槽要求。自动控制阀按产水量或出水硬度自动再生,盐耗 160–180 g/mol。树脂推荐 001×7 强酸性阳树脂,工作交换容量 ≥ 4.5 mol/L。
3. B 路 反渗透纯水:软化水再经一级 RO 主机,产水电导率 ≤ 10 μS/cm,脱盐率 ≥ 99%,回收率 70%–75%。关键是 RO 进水硬度必须 ≤ 1.5 mg/L,否则膜片很快结垢报废。软化水硬度每多 1 mg/L,RO 膜化学清洗周期就从 6 个月缩到 2 个月——这是”省了软化、亏在换膜”的典型坑。
五、项目效果对比(广东年产 8000 吨氧化线)
| 对比项 | 改造前(自来水) | 改造后(软化+RO) | 变化 |
|---|---|---|---|
| 脱脂液更换周期 | 3 天 | 8 天 | 延长 167% |
| 染色次品率 | 6.5% | 1.2% | 下降 82% |
| 封孔槽清槽频次 | 每周 1 次 | 2 个月 1 次 | 下降 87% |
| 盐雾试验 | 480h 出腐蚀点 | 1000h 无异常 | 达标 |
| 吨水综合成本 | 4.8 元 | 3.1 元 | 下降 35% |
| 年节省药剂+返工 | — | 约 32 万元 | — |
六、3 个容易踩坑的细节
1. 软化水罐体材质不能省:碳钢内衬胶罐半年内衬脱落,树脂被铁污染,工作交换容量直接掉 40%。阳极氧化线推荐 FRP 玻璃钢罐或 SS304 不锈钢罐。
2. 反渗透浓水别直排:单段 RO 70% 回收率产生 30% 浓水,回用到脱脂槽或碱蚀槽是最佳出路——硬度低、含微量碱度,对碱性槽液有缓冲,一年省 5–8 万新鲜水费。
3. 封孔槽单独补水:封孔对 Cl⁻ 极敏感(>15 mg/L 就会点蚀),不能与脱脂槽串联补水,否则 Cl⁻ 富集超标。这是上线初期没事、3 个月后封孔槽开始点蚀才被发现的”隐性雷”。
总结:铝型材阳极氧化线的良率与水质直接挂钩,分质供水(A 路软化水 + B 路 RO 纯水)是投入产出比最高的改造方案。如果你也在被染色花斑、封孔点蚀、脱脂槽乳化反复困扰,可以送一份原水水质给我们做免费诊断,48 小时内出工艺方案与报价。

