广东一家中型电镀厂的厂长去年底算了一笔账:全年水费同比涨了 38%,但车间产量只增加了 12%。多出来的水费去了哪里?翻了三遍水表后才发现,70% 的”漂洗水”完成一道镀件清洗后直接进了废水池,连一级回用都没做。这并不是个案——表面处理行业(电镀、阳极氧化、涂装前处理)正在集体面对一张越来越贵的”隐形水账单”。
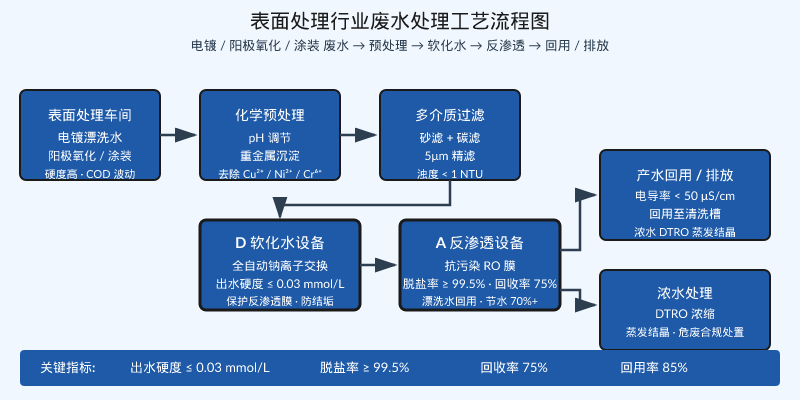
表面处理车间是典型的”高耗水 + 高水质要求”场景。一条中等规模镀锌线一天耗水 30–80 吨,漂洗水占 60% 以上;同时,镀层质量对清洗水的水质要求几乎等同于电子级——电导率、硬度、COD 任一指标波动,出来的就是起泡、针孔、色差。本文梳理 3 个水质卡点,并给出 D 软化水 + A 反渗透组合的工程化方案。
一、表面处理行业的”隐形水账单”:为什么水费年年涨
表面处理车间的耗水结构和普通工厂有本质区别。三类典型工序——电镀(镀锌/镀镍/镀铬)、阳极氧化(铝合金硬质氧化)、涂装前处理(脱脂/磷化/钝化)——每道工序后都需要至少 2 级漂洗槽。按行业经验,每平方米镀件漂洗耗水 8–15 L,一个 5000 m²/月的电镀车间月耗漂洗水 400–750 吨。
更关键的是水质。漂洗水硬度偏高(CaCO₃ > 4 mmol/L),镀件表面形成水垢膜,导致镀层起泡;COD 偏高让钝化膜着色不均;电导率反弹到 800 μS/cm 以上时,镀铬工序电流效率下降 15%–20%。这些”看不见的水质问题”才是水费账单失控的根源——水不是用多了,而是用废了。
二、业主最头疼的 3 个水质卡点
卡点 1:硬度波动,镀层起泡的元凶。很多电镀厂用的自来水硬度并不高(< 1.5 mmol/L),但漂洗水经多级循环后硬度会快速累积到 4–6 mmol/L。直接进入漂洗槽会导致镀件表面形成不均匀水垢,镀层结合力下降,起泡率从 0.5% 跳到 3% 以上。
卡点 2:漂洗水 COD 反弹。阳极氧化和涂装前处理脱脂工序会带入大量表面活性剂和油脂,漂洗水 COD 经常冲到 80–150 mg/L。如果回用水不经处理直接进漂洗槽,COD 累积会让镀件出现”油斑”缺陷,整批返工。
卡点 3:电导率反弹,反渗透膜 3 个月就堵。很多厂装了反渗透想做漂洗水回用,但 RO 膜不到一个季度就堵了。问题不在 RO 膜本身,而在前面没有软化水预处理——硬度高的水直接进 RO,膜面迅速结垢,脱盐率从 99.5% 跌到 95% 以下。这是表面处理厂 RO 系统最容易踩的坑。
三、软化水设备为什么是预处理的核心
D 软化水设备采用全自动钠离子交换工艺,是表面处理车间漂洗水回用预处理段的关键设备。核心原理是用 Na⁺ 把水中的 Ca²⁺/Mg²⁺ 置换出来,从源头切断 RO 膜面的结垢可能。
关键参数:出水硬度 ≤ 0.03 mmol/L(远低于电镀清洗水标准的 0.5 mmol/L),树脂采用强酸性阳离子交换树脂,全自动控制阀根据流量或时间自动再生,单台处理量 1–20 m³/h 覆盖电镀厂主流规模。
选型要点:罐体材质建议玻璃钢(耐腐蚀),控制阀优先选进口品牌(Fleck/Runxin),单台处理量按高峰小时漂洗水量 ×1.2配置,避免树脂频繁再生影响出水稳定性。
四、反渗透系统如何解决漂洗水回用
A 反渗透设备是漂洗水深度回用的核心单元。经过 D 软化水预处理后,水中的 Ca²⁺/Mg²⁺ 已经被置换成 Na⁺,RO 膜面结垢风险大幅降低,膜寿命从行业常见的 6–9 个月延长到 24–36 个月。
关键参数:脱盐率 ≥ 99.5%,回收率 75%,产水电导率 < 50 μS/cm(满足镀铬漂洗水 < 100 μS/cm 要求)。膜元件推荐抗污染型 RO 膜(如 FilmTec Fortilife CR50),化学清洗耐受 pH 1–13,对水质波动容错率更高。
系统配置建议:一级两段排列(4:2 或 6:3),段间设增压泵;产水箱设变频供水泵,根据漂洗槽液位自动补水,实现”漂洗水→回用漂洗槽”的闭路循环。
五、不同工序的进水水质指标对比
下表对比表面处理车间三类典型工序的进水水质要求,以及经过 D 软化 + A 反渗透处理后的回用水水质。可以看到,组合工艺不仅全部达标,而且在关键指标(硬度、电导率、COD)上比原水有一个数量级的改善。
| 指标 | 电镀漂洗水(进水) | 阳极氧化(进水) | 涂装前处理(进水) | 软化+RO 回用水(产水) |
|---|---|---|---|---|
| 硬度(CaCO₃ 计,mmol/L) | 3.5–6.0 | 2.5–4.5 | 2.0–3.5 | ≤ 0.03 |
| 电导率(μS/cm) | 800–1500 | 500–1000 | 400–800 | < 50 |
| COD(mg/L) | 80–150 | 60–120 | 100–200 | < 10 |
| pH | 6.0–8.5 | 6.5–9.0 | 7.0–9.5 | 6.5–7.5 |
| 浊度(NTU) | 5–15 | 3–10 | 8–20 | < 0.5 |
| 重金属(Cu/Ni/Cr,mg/L) | 0.5–5.0 | < 0.5 | < 0.3 | 未检出 |
六、业主验收 3 个关键点
关键点 1:膜前水的 SDI 要测。很多厂验收只看产水电导率,忽略 SDI(污染指数)。RO 进水 SDI 必须 < 4,最好 < 3,否则膜污染会快速累积,半年内产水量衰减 30% 以上。
关键点 2:连续运行 72 小时考核。验收不能只看瞬时数据。要求供应商做 72 小时连续运行考核,监控产水量、电导率、脱盐率、回收率 4 项指标,波动幅度 > 5% 即视为不达标。
关键点 3:软化水设备再生周期要稳。D 软化水设备的树脂再生周期应稳定在 8–12 小时区间,若再生过于频繁(< 4 小时),说明树脂已中毒或罐体配置偏小,需返厂检修。
回到开头那家电镀厂——上了 D 软化 + A 反渗透组合之后,漂洗水回用率从 15% 提升到 80%,吨水成本从 8.2 元降到 3.5 元,一年省下的水费够再装一套预处理。表面处理车间的”隐形水账单”,本质上是工程化问题,不是采购问题。

