一、表面处理行业为什么离不开反渗透?
电镀、涂装、阳极氧化、金属精饰——这些表面处理工艺有一个共同特点:耗水量大,而且对水质要求极高。清水中任何超标的重金属离子、硬度离子,都会让镀层产生针孔、起皮、结合力差等问题。一条不良品率5%的镀铜线,每天损失可能超过万元。
反渗透(RO)系统是表面处理行业制备清洗用水的核心工艺,产水TDS可以稳定控制在200μS/cm以下,重金属残留低于0.1mg/L,完全满足电镀清洗水标准。但现实情况是:很多工厂的RO系统运行不到半年,产水率就从75%跌到50%,膜元件频繁堵塞,厂家年年换膜却始终找不到根本原因。
老工程师说:问题往往不在RO本身,而在RO之前的预处理环节。

二、预处理没做好,RO膜就是在替它”背锅”
1. 重金属离子超标导致膜污染
电镀废水中含有Cu2+、Ni2+、Cr6+、Zn2+等重金属离子,浓度从5mg/L到50mg/L不等。如果直接进入RO系统,这些金属离子会在膜表面形成氢氧化物沉淀,堵塞脱盐层,导致通量急剧下降。某东莞电镀厂曾反映新膜装上3个月,产水量就掉了40%,拆开检查发现膜面有一层蓝绿色氢氧化铜附着物。
2. 高硬度导致碳酸盐结垢
表面处理工艺大量使用硬水作为配制电镀液的基础用水。一旦浓水侧超过溶度积,CaCO3、MgCO3就会在膜面结晶析出。结垢型污染比有机物污染更难恢复——常规化学清洗无法彻底溶解碳酸盐,需要专门酸洗配方,而且每年清洗2-3次膜寿命会缩短30%以上。
3. 悬浮物和油类堵塞保安过滤器
前处理工艺带来的大量悬浮物SS(从50mg/L到300mg/L不等),以及脱脂工序中的表面活性剂,是RO系统前段最大的威胁。某涂装厂客户反馈5μm保安过滤器每2天就堵死一次,频繁更换滤芯不但增加耗材成本,更会导致高压泵因憋压而损坏密封。
三、老工程师推荐:预处理做对,RO系统才能稳定运行
昌海环保工程师在200+表面处理项目中发现,以下预处理组合可以有效解决RO系统的污染问题:
1. 化学沉降+重金属捕集
通过pH调节(pH 9-10)使重金属离子生成氢氧化物沉淀,再加入重金属捕集剂(高分子螯合剂),将残留重金属浓度降低到0.5mg/L以下。这一步使进水重金属负荷降低85%,大幅降低膜污染风险。
2. 软化水设备去除硬度
在RO前端串联软化水设备(离子交换树脂),将Ca2+、Mg2+硬度从原水的150-300mg/L降到1mg/L以下,彻底消除碳酸盐结垢风险。同时,软化水设备还能去除部分重金属离子,起双重保护作用。
3. 多介质过滤器+精密过滤器组合
多介质过滤器(石英砂+无烟煤)去除大颗粒悬浮物(SS降至10mg/L以下),精密过滤器(5μm)最终截留残余微粒,保护RO膜不被物理划伤。
| 预处理环节 | 解决的问题 | 关键参数 | 效果 |
|---|---|---|---|
| 化学沉降+重金属捕集 | 重金属氢氧化物沉淀 | pH 9-10,重金属小于0.5mg/L | 污染负荷降低85% |
| 软化水设备 | Ca/Mg碳酸盐结垢 | 硬度小于1mg/L,树脂交换容量大于1000 BV | 结垢风险消除 |
| 多介质过滤器 | 大颗粒悬浮物 | SS小于10mg/L,反洗周期24h | 保护RO膜面 |
| 精密过滤器 5μm | 残余微粒 | 压力差小于0.1MPa,更换周期7-14天 | 防止膜物理划伤 |
四、典型案例:广东某电镀产业园废水回用系统
广东某大型电镀产业园(50+家电镀企业),原有废水处理工艺只做达标排放,每日产生废水约2000立方米,园区希望实现废水回用率60%以上,降低新鲜水消耗。
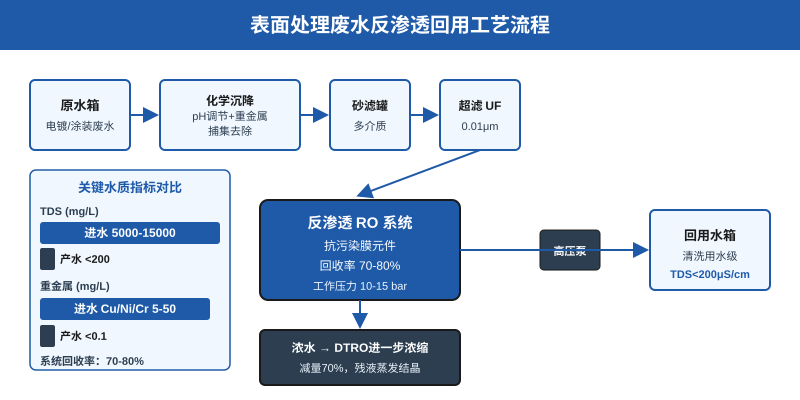
昌海环保提供预处理+UF+RO组合方案:综合废水经化学沉降去除重金属,pH调节,砂滤,UF超滤,抗污染RO膜。RO产水直接回用到清洗水槽,浓水经DTRO进一步浓缩后进低温蒸发器。
关键数据:
| 指标 | 数值 |
|---|---|
| 一期处理量 | 500 立方米/天 |
| 回用水质 | 电导率小于200 μS/cm,重金属符合清洗标准 |
| 一级RO回收率 | 70% |
| DTRO浓缩后浓水TDS | 120-150 g/L |
| 最终废液量 | 小于5%(相比原废水排放量) |
| 年节约新鲜水量 | 约 100,000 立方米 |
五、选型建议:表面处理行业RO系统避坑指南
坑1:只看RO设备价格,不管预处理配置
市场上有些供应商为了低价中标,只配简单的砂滤+碳滤就交付RO系统。前处理不完整,半年内膜污染导致系统报废,采购成本从省了2万元变成多花了8万元。
坑2:软化水设备树脂容量虚标
软化树脂的实际交换容量与进水水质密切相关。如果供应商没有根据实际水质计算树脂用量,导致再生周期过短(不到48小时),频繁再生会大量消耗工业盐和水,反而增加运行成本。
坑3:膜元件选型只看脱盐率,不看耐污染性
表面处理废水有机物含量高,普通苦咸水RO膜元件(如BW30-400)抗污染性能不足,应选用抗污染型膜(如FR系列)或国产工程膜。初期投资增加约15%,但膜寿命延长1倍以上。
六、总结:预处理是表面处理行业RO系统的”命脉”
表面处理废水的复杂性(高重金属、高硬度、高SS、高表面活性剂)决定了RO系统必须配合完善的预处理才能稳定运行。投入占系统总造价15-20%的预处理环节,可以将RO膜寿命从6个月延长到2-3年,综合计算反而更省钱。
昌海环保专注表面处理行业水处理10年,累计交付电镀/涂装废水回用项目50+,可根据废水水质报告定制预处理方案,48小时内提供初步工艺设计和报价。如您正在面临RO系统频繁清洗、膜寿命短、产水不达标等问题,欢迎来电咨询,工程师免费上门水质检测。

