一、电镀厂的清洗水困境:为什么镀件总是洗不净?
在电镀车间里,工件经过除油、活化、镀镍、镀铬等多道工序后,最后一道清洗环节至关重要——清洗不干净,镀层就会出现花斑、雾影、针孔等问题。工厂的解决办法往往是换清洗剂、延长时间、增加冲洗槽。但很多师傅发现:换再贵的清洗剂效果还是不稳定。
问题可能根本不在清洗剂,而在水质本身。电镀车间大量使用自来水或地下水,这些”硬水”中含有大量钙镁离子(Ca2+、Mg2+),会与清洗剂中的表面活性剂发生皂化反应,形成难以冲洗干净的残留物,在镀件表面留下水渍和斑点,直接导致次品率上升。
1. 硬水导致的3个常见质量问题- 镀层光亮度下降,出现雾状或发花
- 镀件表面产生水渍纹,需返工或报废
- 镀液被污染,槽液使用寿命缩短,维护成本增加
某五金镀锌厂曾反映:同一批次产品,夏季次品率明显高于冬季。排查后发现,夏季地下水硬度更高(钙镁离子浓度约为冬季的1.5倍),与清洗剂反应更剧烈,导致清洗效果不稳定。这不是清洗剂的问题,而是水质硬度的季节性波动在作祟。
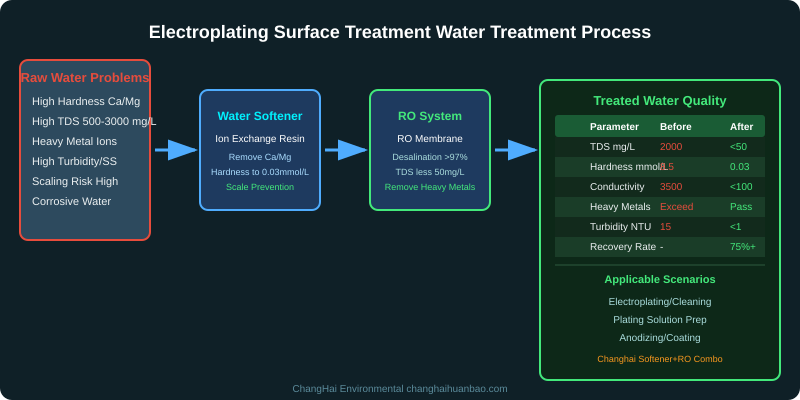
二、昌海环保方案:软化水设备 + 反渗透设备组合
2.1 第一步:软化水设备——从源头消除皂化反应昌海环保软化水设备采用离子交换树脂工艺,将进水中的钙镁离子置换为钠离子,将硬度从8.5mmol/L降至0.03mmol/L以下,从根本上消除皂化反应的条件。清洗剂在软水中才能发挥正常泡沫和润湿性能,镀件表面不留水渍,清洗质量稳定可控。
2.2 第二步:反渗透设备——深度脱盐,保障镀液纯净对于镀液配制、阳极氧化、镀铬等对水质要求极高的工序,普通软化水仍含有微量溶解盐,可能影响高端镀件品质。昌海反渗透设备利用RO膜的选择透过性,在高压驱动下让水分子透过膜孔,截留溶解盐、重金属离子和有机物,产水TDS降至50mg/L以下,重金属指标达到电镀清洗标准,系统回收率可达75%以上。
三、电镀清洗水质对比
| 水质指标 | 自来水(未处理) | 软化水(昌海软化设备) | RO纯水(昌海软化+RO) |
|---|---|---|---|
| 电导率 μS/cm | 500-800 | 200-350 | <100 |
| 钙镁离子 | 显著存在 | 基本去除 | 完全去除 |
| 清洗剂效果 | 皂化反应,清洗不稳定 | 正常,稳定 | 最佳,稳定 |
| 镀件表面质量 | 易产生水渍、雾影 | 良好,偶有轻微残留 | 优良,无残留 |
| 典型应用 | 粗洗、初步冲洗 | 常规清洗、镀前处理 | 镀液配制、精密电镀 |
从对比数据可以看出:软化水解决了大部分电镀清洗问题,RO纯水则用于高端精密电镀场景。对于大多数普通镀件,软化水设备已能显著提升质量稳定性;对于镀镍、镀金、镀银等高端产品,建议采用”软化+RO”组合方案,确保万无一失。
四、浓水处理:电镀废水不能直接排放
电镀废水中含有铜、镍、铬、锌等重金属离子,即使经过RO处理,浓水侧的重金属浓度反而更高,不能直接排放。昌海环保提供配套的浓水处理方案:重金属捕捉剂化学沉淀法处理后达标排放,或根据现场条件设计废水回用方案,将处理后的水用于其他工艺环节,既节约新鲜水消耗,又减少废水排放量。
五、选型建议:电镀厂如何匹配水处理设备
- 先确认实际用水量和峰值用水系数,合理选型,避免设备过小或过大
- 软化水设备选型时关注再生方式:时间型/流量型自动再生阀,操作简便,运行稳定
- RO系统预处理必须到位:软化水作为进水可大幅降低RO膜污染,延长膜寿命
- 设备备用:连续生产的车间建议1用1备,避免设备故障导致停产
- 维修服务:选择有持续备件供应能力的厂家,RO膜元件、滤芯、树脂等耗材需长期供应
六、关于昌海环保
昌海环保专注水处理设备制造12年,在电镀、表面处理行业积累了丰富的项目经验。软化水设备与反渗透设备可根据客户实际水质和用水需求定制工艺方案,从单台设备到整厂水处理系统均可承接。支持出厂前整机测试,提供操作培训,设备交付后持续供应耗材和备件,让电镀厂用得安心。

