玻璃生产要消耗大量的水资源,因此为了减少水资源的消耗,现在普遍采用中水回用技术来实现水资源的循环使用。目前反渗透系统被大量的应用在中水回用系统中,并且是关键的组成部分,通过反渗透系统,小颗粒污染物,重金属离子及有机物等污染物能够得到有效的去除。
反渗透技术自20世纪60年代起迅速发展,如今在海水淡化,自来水深度处理及中水回用领域有广泛的应用。反渗透膜能够选择性的透过水分子,从而有效地分离水中水分子外的各种离子。反渗透主要有醋酸纤维膜及聚酰胺复合膜两个种类。其中醋酸纤维膜出现的时间较早,其成膜性好,耐氧化能力强,对活性氯离子的抗性高,脱盐率90%以上。但是醋酸纤维膜的适用pH值范围小,易发生水解甚至会被微生物降解。聚酰胺复合膜相对于醋酸纤维膜有脱盐率高,允许的pH值范围广,通水性好,工作压力低及不易被生物降解的优点。但是抗氧化能力相对较差。所以相对于醋酸纤维膜,聚酰胺复合膜有更广泛的应用。
1 工艺流程
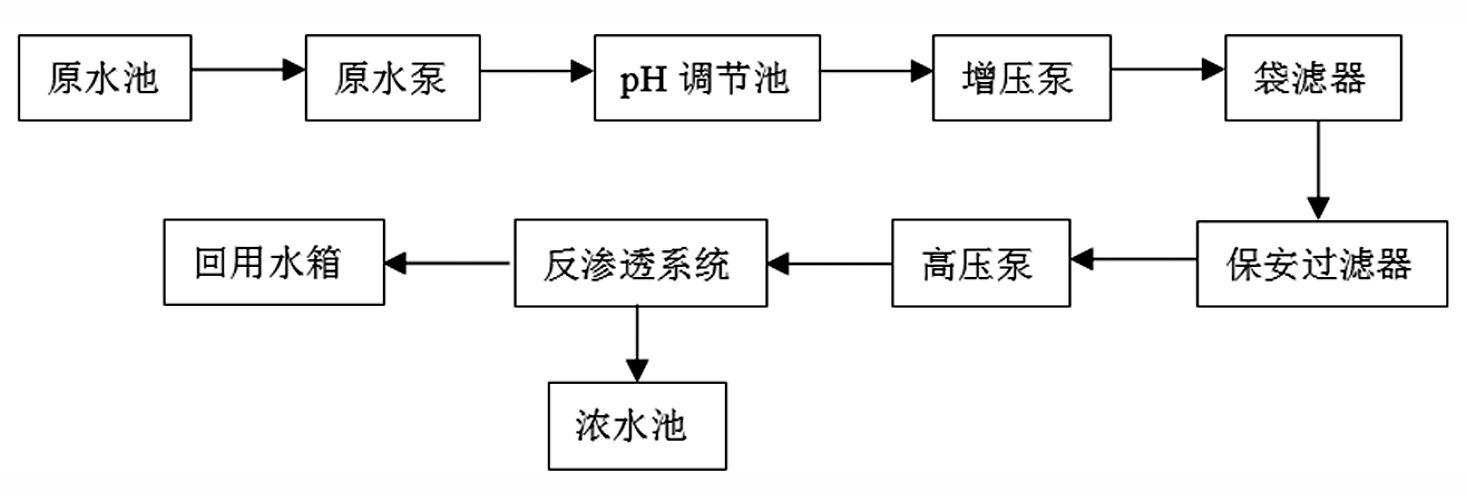
在本实例中,中水回用系统承接来自于生产线的清洗废水,废水中主要含有硝酸酸盐及微小的玻璃颗粒。清洗废水进入pH调节池内,pH调节池的主要作用是调节清洗废水的pH值并起缓冲作用,使之满足后续处理的要求。pH调节后,清洗废水进入调节池。
调节池废水通过原水泵进入板式换热器,在板式换热器内调节温度,之后经过袋式过滤器和保安过滤器处理,废水中的颗粒污染物得到去除。保安过滤器出水经过高压泵加压后进入反渗透系统,通过反渗透膜的作用,浓缩废水中的盐分,反渗透系统产水进入回用水箱。系统流程图如图1所示。
2 主要设备参数
2.1 pH调节装置
pH调节系统可以控制反渗透系统进水的pH值,保证进水pH值处于适当的范围内。pH调节系统主要由加药泵,搅拌机,pH计。通过pH计监测pH调节池内的pH值数据,在池内pH值小于5.5时,向池内加入30%的NaOH溶液,当池内pH值大于7.5时,停止加药。
2.2 预处理装置
pH调节后的废水需要经过袋滤及保安过滤器的过滤处理,而后进入反渗透系统。袋滤的孔径为100 μm。保安过滤器所使用的滤芯为喷溶式滤芯,过滤精度为5 μm。袋滤及保安过滤器可以去除废水中的微小颗粒,防止颗粒进入膜系统内造成污堵或者造成膜表面损伤。
2.3 反渗透系统
反渗透系统由一级反渗透系统及浓水反渗透系统组成。整系统所采用的膜是海德能公司生产的PROC10抗污染膜,适用于污水、废水、受污染地表水等水源。PROC10采用34 mil的特殊形状进水隔网,能有效降低压损,减少污堵、提高清洗恢复性。具体参数如见表1。
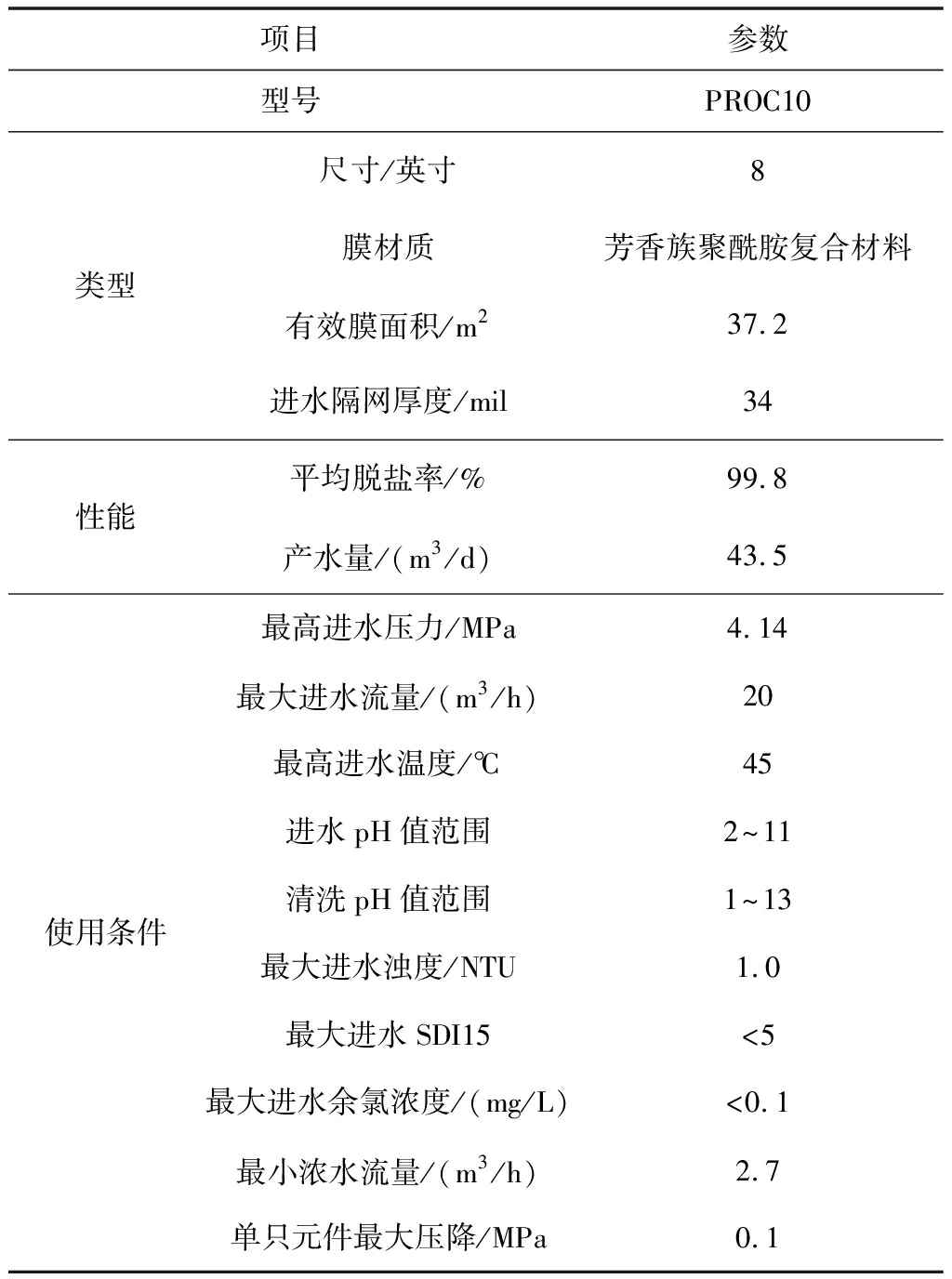
反渗透系统回收率不低于75%。总共18支膜元件,采用一级两段2∶1排列,18支膜安装在3支6芯膜壳内。总共膜面积为666 m2,处理水量按16.7 m3/h计算,设计膜通量为18.6 L/m2h,为抑制膜污染,每次启动以及连续运行满3 h后,反渗透系统都会进行冲洗,浓水管旁路上的电动慢开阀会用20 s的时间达到全开位置,而后保持全开60 s,最后用20 s达到全关位置。冲洗时增压泵及高压泵正常运行,由于电动慢开阀全开,此时无产水或仅有少量产水产生,进水冲刷表面后经浓水管排出。
2.4 反渗透进水水质
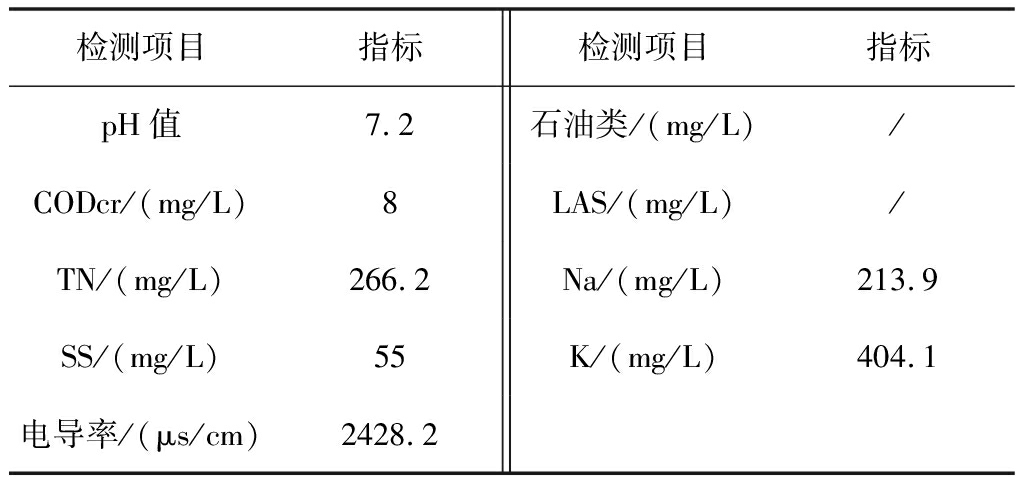
根据业主方资料,废水中主要含有KNO3,测得TN为266.2 mg/L,根据悬浮性固体数值判断,水中含有少量的颗粒性物质,考虑到废水主要为清洗废水,水中颗粒物质应为玻璃粉屑。化学需氧量(CODcr)数值也较小,说明水中有机物含量较低。
3 运行结果分析
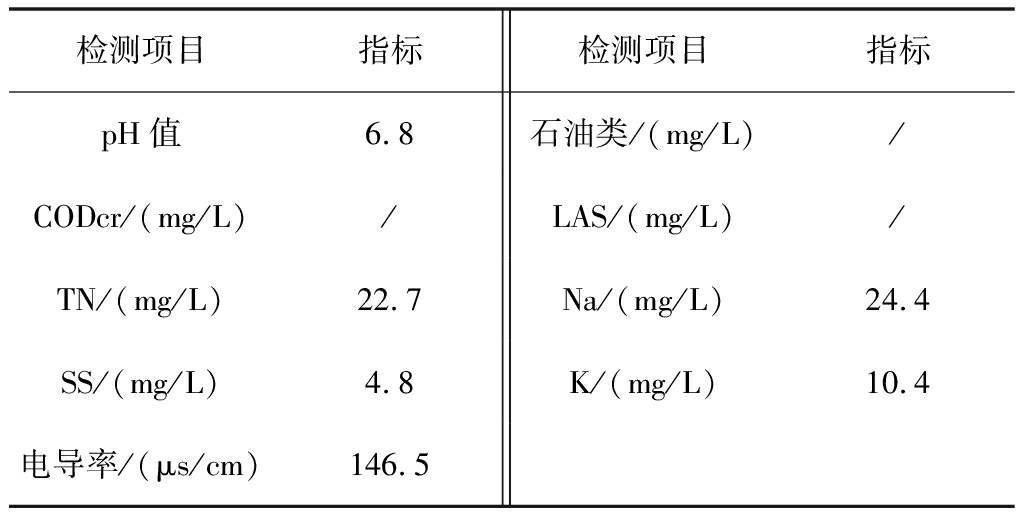
原水经过预处理装置和反渗透系统处理后,水质有了很大的改善。运行初期具体水质如表3所示,总氮的去除率达到了92.6%;电导率从废水的506 μs/cm降至44 μs/cm。满足了业主方的使用要求。因为废水中氮元素的来源基本为NO3–,所以我们认为NO3–的去除率等于总氮的去除率。根据海德能公司的技术支持,反渗透膜对于NO3–的去除率一般小于80%,但也有以往的研究有与本工程相类似的结果,所以在本系统中,反渗透膜的使用表现至少是符合应有的标准的。
4 经济性分析
本系统反渗透工艺对玻璃生产废水进行处理。首先使用预处理装置对废水中的颗粒物进行处理,确保反渗透膜不会被颗粒物划伤,同时降低了颗粒无污染的风险。废水经高压泵加压后进入反渗透系统,废水中的盐分与小颗粒物质与水分子分离,经浓水管进入浓水箱,清水经产水管进入会用水箱。整个中水回用系统中,反渗透系统消耗的电能以及药剂最多,是整个系统使用成本最高的部分。经计算整套中水回用系统每年节约水资源107991 m3,每吨水与自来水相比节约1.4元,每年能够为企业节约151187.4元,见表4。

5 结论
反渗透系统在玻璃厂生产废水的中水回用工程中起到了关键环节的作用,整个系统运行稳定可靠,产水符合业主回用标准,能够明显地节约水资源的消耗。在将来,反渗透膜必将会得到更加广泛的应用。

