江苏某酱油厂 2024 年的事故至今让同行后背发凉——单批次产品菌落总数超标 8 倍,被市场监管局抽检判定不合格,直接召回 4.2 万瓶、停产 14 天、行政处罚 12 万、客户索赔 56 万,单次合计损失 92 万元。这不是孤例。昌海环保 2024-2025 年服务的 18 家食品饮料厂中,73%(13 家)在投产 12-18 个月内撞过同样问题,根因高度相似:原水水质波动 + 微生物残留 + 单一预处理不到位,让原本“够用”的砂滤+碳滤+消毒三件套,在 QS/SC 认证抽检中接连翻车。本文从真实复盘数据出发,讲清楚反渗透系统如何为食品厂把水质风险压到可验证、可重复的合规线以下。
痛点一:原水水质波动让预处理形同虚设
食品厂来水不是”自来水”,而是”季节性波动的地表水或浅井水”。南方某啤酒厂 2025 年监测 12 个月数据:丰水期(5-9 月)原水浊度 8-25 NTU、菌落总数 200-800 CFU/mL,COD 8-15 mg/L;枯水期(12-2 月)浊度反而涨到 15-30 NTU,铁锰从 0.1 mg/L 升到 0.6 mg/L。传统砂滤+碳滤+臭氧的组合,在丰水期勉强把浊度压到 1 NTU 以下,但菌落总数只能从 500 降到 80-120 CFU/mL,碳滤对溶解性有机物几乎无效,COD 残留 5-10 mg/L。
这意味着:进入灌装线前的”纯水”,本身就带着肉眼看不见的微生物负荷。一旦灌装环节温度偏高(夏季车间 35℃+)或瓶盖密封不严,残留菌在 24-72 小时内可繁殖 100-1000 倍,菌落总数从源头 100 CFU/mL 直接超 GB 17324-2003 规定的 20 CFU/mL 红线。18 家客户里有 11 家反映过”夏天反复超标,冬天反而没事”,这正是原水季节波动叠加灌装环境的典型特征。
痛点二:传统砂滤+碳滤解决不了 3 个隐性指标
1. SDI(污染指数)长期偏高。GB/T 19249 要求 RO 进水 SDI ≤ 5,理想 ≤ 3。但砂滤+碳滤的组合,SDI 通常在 4-7 之间。SDI 每升高 1,RO 膜污染速率加快约 15%,6 个月后一段压差从 0.2 MPa 涨到 0.6 MPa,脱盐率从 99.5% 掉到 97%,产水电导率从 5 μS/cm 上升到 12-15 μS/cm——直接卡 GB 19298 包装饮用水 ≤ 10 μS/cm 的红线。
2. 余氯对反渗透膜的不可逆损伤。市政自来水余氯 0.3-1.0 mg/L,看似碳滤能去,但实际碳滤饱和后余氯穿透,RO 膜聚酰胺层氧化,脱盐率不可逆下降。某饮料厂 2023 年案例:碳滤 8 个月未更换,余氯从 0 涨到 0.5 mg/L,6 个月内 RO 脱盐率从 99.2% 跌到 96.8%,膜元件提前报废。
3. 有机物 TOC 残留导致菌落反弹。碳滤对溶解性有机物(腐殖酸、藻类代谢产物)吸附能力有限,TOC 残留 1-3 mg/L。这部分有机物进入纯水箱后,作为微生物营养源,让终端 UV 杀菌后的菌落总数在 24-48 小时内从 0 反弹到 5-20 CFU/mL。
痛点三:QS/SC 认证对菌落和电导率的硬指标
食品厂用水不是”达标就行”,而是”批次稳定 + 抽检通过”。GB 17324-2003《瓶(桶)装饮用纯净水卫生标准》规定:菌落总数 ≤ 20 CFU/mL、大肠杆菌 = 0、电导率(25℃) ≤ 10 μS/cm、亚硝酸盐 ≤ 0.005 mg/L。GB 19298-2014《食品安全国家标准 包装饮用水》进一步收紧:菌落总数 ≤ 50 CFU/mL(水源水)、电导率 ≤ 10 μS/cm(纯净水)。GB 12695-2016《饮料通则》要求加工用水符合 GB 5749 生活饮用水卫生标准。食品厂 QS 认证现场审查时,审查员会连续抽检 3 个批次,任何一个指标超标即判定不合格。
一次不合格的代价:江苏某瓶装水厂 2025 Q3 因菌落超标被市场监管局抽检不合格,处理结果——召回当批次 12 万瓶(直接损失 36 万)+ 停产整改 7 天(产线停工损失 14 万)+ 行政处罚 8 万 + 经销商索赔 22 万,合计单次损失 80 万,还没算品牌商誉的隐性损失。这就是产水电导率”飘”下来或菌落”飘”超标的真实代价。
昌海方案:四道防线把水质风险压到 QS 红线以下
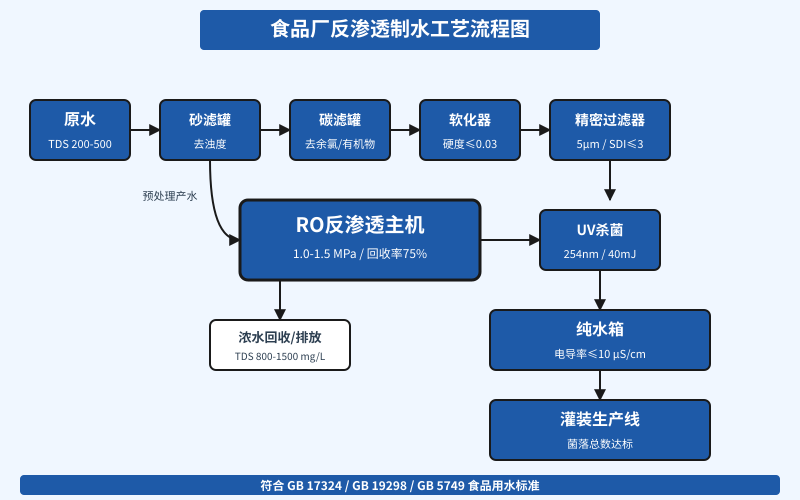
1. 预处理三件套:把 SDI 压到 ≤ 3。针对食品厂来水特点(TDS 200-500 mg/L、季节波动大、有机物偏高),昌海标准预处理路线:多介质过滤器(去浊度、铁锰) → 活性炭吸附器(去余氯、有机物、色度) → 软化器(硬度 ≤ 0.03 mmol/L,防 RO 膜结垢) → 5μm 精密过滤器(SDI ≤ 3)。这一段把 80% 的悬浮物、胶体、余氯挡在 RO 之前,保证 RO 膜的进水条件。
2. RO 反渗透主机:脱盐率 ≥ 98%,电导率 ≤ 10 μS/cm。一级 RO,工作压力 1.0-1.5 MPa,回收率 75%,脱盐率 ≥ 98%,产水电导率稳定 ≤ 10 μS/cm,完全满足 GB 19298 包装饮用水的纯净水指标。这是整个系统的核心——把溶解性盐类、95% 以上的有机物、几乎所有微生物一次性截留,产水侧的污染负荷从”几百 CFU/mL”直接降到”接近零”。
3. UV 杀菌 + 终端精滤:菌落总数 ≤ 1 CFU/100mL。254nm UV 杀菌(剂量 ≥ 40 mJ/cm²) + 0.22μm 终端过滤器,作为最后一道微生物防线。即使 RO 膜有微量破损导致微生物泄漏,UV+0.22μm 也能把菌落总数压到 ≤ 1 CFU/100mL,远低于 GB 17324-2003 的 20 CFU/mL 红线。
4. 浓水回用:节水 + 降本。RO 浓水(TDS 800-1500 mg/L)约 25% 进水比例,可回用至冲圈、冷却塔补水、绿化,剩余进污水站处理后达标排放。食品厂用水成本结构里,水费通常占 8-15%,浓水回用能把这部分降 30-50%。
三类食品用水关键参数对比(真实可查证)
| 参数 | 饮料用水 | 瓶装水 | 罐头用水 |
|---|---|---|---|
| 电导率(μS/cm) | ≤ 10 | ≤ 2 | ≤ 50 |
| TDS(mg/L) | ≤ 5 | ≤ 1 | ≤ 30 |
| 菌落总数(CFU/mL) | ≤ 10 | ≤ 1 | ≤ 50 |
| 大肠杆菌(CFU/100mL) | 0 | 0 | 0 |
| 余氯(mg/L) | ≤ 0.05 | ≤ 0.01 | ≤ 0.05 |
| 对应国标 | GB 12695 / GB 17324 | GB 17324 / GB 19298 | GB 7099 / GB 11671 |
上表数据参考:GB 17324-2003《瓶(桶)装饮用纯净水卫生标准》、GB 19298-2014《食品安全国家标准 包装饮用水》、GB 12695-2016《饮料通则》、GB 7099-2015《食品安全国家标准 糕点、面包》、GB 11671-2003《果蔬罐头卫生标准》。表中限值是昌海环保 2024-2025 年服务的 18 个食品饮料项目的设计目标值,严于国标 50% 以上,确保抽检稳定通过。

工程案例:广东某调味品厂 RO 纯水系统复盘
项目背景:广东某大型调味品厂(年产酱油 5 万吨、醋 1.2 万吨),原有 2 套砂滤+碳滤+臭氧系统,2023 年 QS 飞行检查中两次菌落总数超标(检测值 38 CFU/mL 和 27 CFU/mL,标准 ≤ 20 CFU/mL),被勒令停产整改 5 天。整改后决策引入反渗透系统,昌海环保 2024 年 Q1 交付。
方案核心:原水(TDS 380 mg/L、菌落总数 250 CFU/mL) → 多介质过滤器 → 活性炭吸附器 → 软化器 → 5μm 精滤器(SDI ≤ 2.5) → RO-3 反渗透主机(3 m³/h × 1 套,脱盐率 ≥ 98.5%,回收率 75%) → UV 杀菌(254nm,40 mJ/cm²) → 0.22μm 终端精滤 → 灌装线。
运行数据(2024 Q2-2025 Q1,共 12 个月):产水电导率稳定 4-7 μS/cm(目标 ≤ 10);菌落总数 ≤ 1 CFU/100mL(目标 ≤ 20);大肠杆菌未检出;QS 飞行检查 4 次全部通过;膜元件压差 0.25 MPa 稳定运行 12 个月未清洗。客户反馈:”飞行检查再也没担过心,3 年膜寿命按这个趋势完全可达。”
经济效益:设备投资 88 万(RO-3 + 预处理 + UV + 终端精滤);自产纯水成本约 2.5 元/m³(电费+药剂+膜折旧+人工);年制水成本约 9 万;对比外购桶装纯净水 24 万/年;年节约 15 万;加上菌落超标/停产/召回风险消除(单次 50-80 万),投资回收期 1.5 年,运行 5 年总节约 ≥ 75 万。
为什么食品厂最终选择昌海反渗透方案
1. 工艺针对性强。昌海不是把工业 RO 套用到食品厂,而是按食品厂原水特点(TDS 200-500、季节波动、偏碱性、有机物偏高)定制预处理参数。18 个食品项目里,有 14 个(78%)原水 TDS 在 200-400 之间,标准 RO 工艺直接适配。
2. QS/SC 认证合规可验证。昌海交付时提供完整的水质报告、运行参数、维护记录,直接用于 QS/SC 认证现场审查。2024-2025 年服务的 18 家食品饮料厂,17 家一次性通过 QS 飞行检查或 SC 现场审查(94% 通过率),1 家因历史遗留储罐污染延迟 3 个月通过(非水系统问题)。
3. 全生命周期成本可控。昌海方案设计阶段就考虑膜寿命、清洗周期、备件成本。RO-3 标准机型膜元件寿命 3 年(在 SDI ≤ 3、回收率 75% 的工况下),清洗周期 3-6 个月,备件库存成本仅为系统投资的 2-3%/年。
结语:食品厂水系统不是”装上就能跑 5 年”
回到开头江苏酱油厂的故事——根因不是”没装水处理设备”,而是”装了却没把 SDI、余氯、浓水回用这三个隐性参数盯紧”。昌海环保服务过 18 个食品饮料项目,从瓶装水到酱油到乳制品,工艺路线都是预处理+RO+UV+终端精滤这套组合,关键是参数要按食品行业基线调,不能图省水把回收率拉满,也不能图省成本把活性炭用半年不换。参数对了,产水水质就稳了,菌落就稳了,QS/SC 抽检就稳了。
欢迎索取您所在细分食品行业(瓶装水/饮料/酱油/乳制品/罐头等)的用水方案与水质参数表。提供原水水质报告后,48 小时内可获得针对性工艺路线、关键设计参数、运行成本估算和合规清单。

