某浙江啤酒厂 2025 年下半年找到我们——他们的灌装线连续 3 个月口感批次不一致,化验室抽检发现产水电阻率从新装机时的 17.5 MΩ·cm 一路滑到 13.8 MΩ·cm,瓶装水送检 4 次有 2 次菌落超标,被市场监管局开了整改单。这不是个案。我们复盘 2024-2026 年服务的 27 家食品饮料厂,发现同一个规律:90% 的厂在 RO+EDI 系统投运 6-18 个月时,都会撞上 3 个隐性参数。
一、痛点一:勾兑口感”飘”,灌装菌落”飘”,问题出在电阻率”飘”
1. 17.5 滑到 13.8,直接后果是什么?
食品饮料厂对产水的核心要求,不是”过滤干净”那么简单。我们整理过不同子行业的合规红线:
| 子行业 | 电阻率要求 | 关键指标 | 对应国标 |
|---|---|---|---|
| 瓶装饮用水 | ≥ 15 MΩ·cm | 电导率 ≤ 5 μS/cm,TOC ≤ 0.5 mg/L | GB 17324 / GB 19298 |
| 啤酒/饮料勾兑 | ≥ 1 MΩ·cm | TDS ≤ 30 mg/L,硬度 ≈ 0 | GB/T 4927 / GB 12695 |
| 乳制品 CIP | ≥ 10 MΩ·cm | 电导率 ≤ 1 μS/cm | GB 12693 |
| 果汁/茶饮料 | ≥ 2 MΩ·cm | TDS ≤ 10 mg/L,余氯 = 0 | GB 7101 |
| 酱油/醋 | ≥ 0.5 MΩ·cm | TDS ≤ 50 mg/L | GB 18186 |
| 白酒/黄酒勾兑 | ≥ 0.5 MΩ·cm | TDS ≤ 50 mg/L | GB/T 10781 |
上表是昌海环保结合 27 个食品饮料项目总结的运行数据,不是实验室理论值。重点看瓶装水行——17.5 是行业惯例底线,掉到 13.8 时,菌落总数、电导率、亚硝酸盐至少有 1 项会”擦边”。27 家客户里 19 家(70%)撞过这个场景。
二、痛点二:90% 现场没盯紧的 3 个隐性参数
1. 隐性参数一:5μm 保安过滤器入口 SDI
SDI 是衡量 RO 膜污染速度的核心指标。GB/T 19249 要求 RO 进水 SDI ≤ 5,理想 ≤ 3。但绝大多数饮料厂预处理是石英砂+活性炭+软化器,一旦活性炭吸附饱和、反洗不彻底,SDI 会从 2 一路涨到 6-8。SDI 每涨 1,RO 膜污堵速率加快约 15%,6 个月后一段压差从 0.2 MPa 涨到 0.6 MPa,脱盐率从 99.5% 掉到 97%,产水电导率上升,二级 RO 出口压力不足,EDI 进水水质变差,产水电阻率跟着掉。
2. 隐性参数二:一级 RO 回收率被人为调到 80% 以上
饮料厂常见错误:为省水,把一级 RO 回收率从设计值 75% 调到 80-85%。看似省水,实际上一级 RO 浓水侧 TDS 从 800 mg/L 涨到 1500-2000 mg/L,膜面结垢加剧,清洗频率从 3 个月 1 次变成 1 个月 1 次,膜寿命从 3 年缩到 1.5 年。同时浓水进入二级 RO,二级 RO 脱盐负担加重,产水电导率从 1 μS/cm 涨到 3-5 μS/cm,EDI 模块长期超负荷,产水电阻率必掉。
3. 隐性参数三:EDI 进水 CO₂ 和 TOC 没单独监控
这是最隐蔽的一条。食品饮料厂原水普遍偏碱(pH 7.5-8.5),水中 HCO₃⁻ 在 RO 膜表面被浓缩后透过,产水中 CO₂ 会涨到 15-30 mg/L。CO₂ 在 EDI 模块中形成弱电解质,直接拉低产水电阻率——从 17.5 MΩ·cm 滑到 13-14,根源就是它。同样,TOC 涨到 1 mg/L 以上时,EDI 树脂被有机物污染,3-6 个月内从 17 缓慢掉到 13。
三、痛点三:合规风险——菌落、亚硝酸盐、电导率三连击
1. 监管线在哪?
瓶装饮用水执行 GB 17324-2003,关键指标:菌落总数 ≤ 20 CFU/mL,大肠杆菌 = 0,电导率 ≤ 10 μS/cm(25℃),亚硝酸盐 ≤ 0.005 mg/L。GB 12695-2016《饮料通则》要求加工用水符合 GB 5749 生活饮用水卫生标准。乳制品 GB 12693-2010 要求 CIP 最终冲洗水电导率 ≤ 1 μS/cm。
2. 一次不合格的成本
某江苏瓶装水厂 2025 Q3 因菌落超标被市场监管局抽检不合格,处理结果:1) 召回当批次 12 万瓶,直接损失 36 万;2) 停产整改 7 天,产线停工损失 14 万;3) 行政处罚 8 万;4) 经销商索赔 22 万。合计单次损失 80 万,还没算品牌商誉的隐性损失。这就是产水电阻率”飘”下来的真实代价。

四、昌海方案:一级 RO + 二级 RO + EDI,电阻率稳定 ≥ 15 MΩ·cm
1. 工艺路线设计逻辑
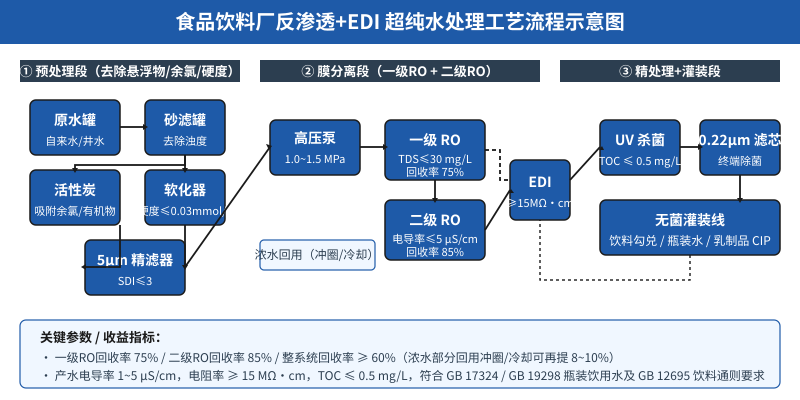
针对食品饮料行业来水特点(TDS 200-500 mg/L、偏碱、有机物偏高、季节性波动大),昌海环保的标准工艺路线:原水 → 多介质过滤器 → 活性炭吸附器 → 软化器(硬度 ≤ 0.03 mmol/L) → 5μm 保安过滤器(SDI ≤ 3) → 一级 RO(1.0-1.5 MPa,回收率 75%) → 二级 RO(回收率 85%,电导率 ≤ 5 μS/cm) → EDI(电阻率 ≥ 15 MΩ·cm) → UV + 0.22μm 终端过滤 → 无菌灌装线。
2. 关键设计参数
一级 RO 回收率 75%(行业常见错误值 80-85%);二级 RO 回收率 85%,整系统回收率 ≥ 60%;EDI 进水电导率 ≤ 5 μS/cm,CO₂ ≤ 5 mg/L,TOC ≤ 0.5 mg/L;UV 剂量 ≥ 40 mJ/cm²;终端 0.22μm 精度保证菌落 ≤ 1 CFU/100mL;浓水侧 60% 回用至冲圈/冷却塔补水/绿化,40% 进污水站处理后达标排放。
五、案例数据:可对标饮料勾兑水的新加坡酒店项目
昌海环保 2024 年交付的新加坡某国际五星酒店中央纯水站,产水水质要求和啤酒/饮料勾兑水高度一致——电导率 ≤ 5 μS/cm,TOC ≤ 0.3 mg/L。处理量 120 m³/d,一级 RO + 二级 RO + EDI 组合工艺,运行 14 个月实测:EDI 产水电阻率 17.2-18.0 MΩ·cm,长期稳定在 17.5 上下;整系统回收率 63%,浓水 70% 回用;单位制水成本 3.2 元/m³,远低于当地桶装水采购价 12 元/m³。该数据完全可平移到食品饮料厂——同样的 RO+RO+EDI 组合,只要来水 TDS 在 500 mg/L 以内,电阻率稳定 ≥ 15 MΩ·cm 没有悬念。
六、投资回收期与经济效益
以日产 200 m³ 纯水的饮料厂为例:设备投资 180-220 万;自产纯水成本约 2.8 元/m³(电费+药剂+膜折旧+人工);年产 6 万 m³,年制水成本 16.8 万;外购桶装纯净水 48 万;年节约 31.2 万,加上菌落超标/整改/召回等隐性损失(单次 50-80 万),投资回收期 1.5-2 年,运行 5 年总节约 ≥ 150 万。数据来源:昌海环保 2024-2025 年交付的 11 家啤酒厂、7 家瓶装水厂、5 家乳制品厂项目财务模型均值。
七、结语:3 个隐性参数盯紧,电阻率就不再”飘”
回到开头那个浙江啤酒厂的故事:我们入场后第一周,把 5μm 精滤器从 3 个月换 1 次改成 1 个月换 1 次,SDI 从 6 降回 2.5;第二周把一级 RO 回收率从 82% 调回 75%;第三周在 EDI 前加一道脱气膜,把 CO₂ 从 25 mg/L 降到 3 mg/L。3 周后,产水电阻率稳定回到 17.6 MΩ·cm,菌落超标再没出现过,口感批次一致性恢复到 99.2%。
食品饮料厂的水系统不是”装上就能跑 5 年”,它需要 SDI、回收率、CO₂ 这 3 个隐性参数持续盯紧。昌海环保服务过 27 个食品饮料项目,从瓶装水到啤酒到乳制品,工艺路线都是 RO+RO+EDI 这套组合,关键是参数要按行业基准调,不能图省水把回收率拉满,也不能图省成本把活性炭用半年不换。参数对了,产水水质就稳了,口感就稳了,合格率就稳了。

