一、食品饮料企业反渗透纯水系统面临的3大核心痛点
1. 预处理不到位,RO膜三个月就废了
食品饮料企业用到的原水(地表水或市政自来水)中,普遍含有悬浮物、有机物和余氯。很多工厂图省事,预处理只装个砂滤就完事。结果运行两三个月,RO膜的段间压差就飙升,产水率从80%掉到50%,膜清洗后通量也恢复不到原来的80%。根本原因在于:砂滤只能截留50μm以上的颗粒,但RO膜要求的进水SDI必须小于4。砂滤出水的SDI通常在20~60之间,远超标准。
2. 清洗水硬度没控制,工件出现水渍白斑
在饮料罐装生产线中,如果清洗用水硬度超标(钙镁离子 > 50 mg/L),清洗后工件表面会在烘干过程中留下水渍白斑。在瓶盖压印、罐体喷涂前处理环节特别致命——不良品率轻易突破5%,返工成本直接吃掉利润。
3. 回收率一味求高,浓水侧结垢堵膜
很多工程师希望把回收率做到85%甚至90%。但对于食品饮料行业常用原水(硬度150~300 mg/L),这个回收率运行3~6个月后,浓水侧碳酸钙垢就会析出,轻则通量下降,重则膜元件产生永久性损伤。
二、昌海A+C组合方案:如何实现3年稳定运行
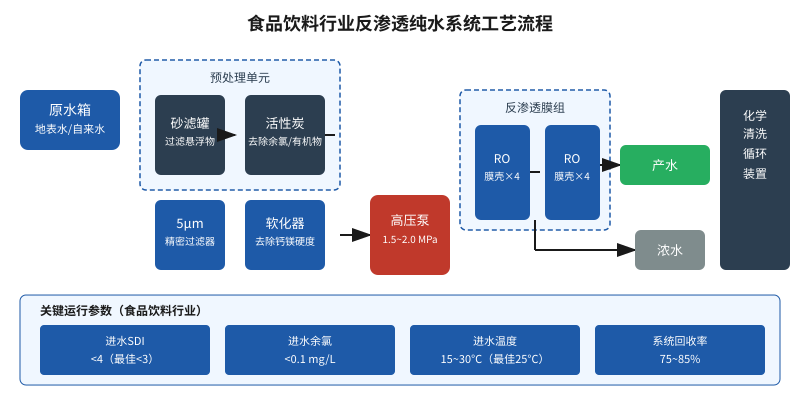
方案核心:预处理+反渗透+超纯水精处理,三段式把关
第一段:强化预处理。砂滤之后增加活性炭过滤(去除余氯和有机物)和5μm精密过滤器。进入RO高压泵的水质,SDI稳定控制在3以下,余氯 < 0.1 mg/L。
第二段:反渗透脱盐。昌海A系列RO系统采用一级两段式膜组排列,选用陶氏BW30-400苦咸水反渗透膜。运行压力控制在1.2~1.5 MPa,回收率设置在75%(浓水侧不易结垢)。
第三段:超纯水精处理。C系列超纯水系统对RO产水进行进一步处理,产水电导率稳定在1~5 μS/cm,硬度近乎为零。这部分超纯水专供生产线清洗工段使用,从根本上消除水渍白斑问题。

| 运行参数 | 标准值 | 超标后果 | 昌海推荐控制措施 |
|---|---|---|---|
| 进水SDI | <4(最佳 <3) | 膜污染、产水率下降 | 砂滤+活性炭+5μm精滤串联 |
| 进水余氯 | <0.1 mg/L | RO膜氧化降解,脱盐率下降 | 活性炭罐脱氯(余氯吸附 > 200 g Cl₂/m³) |
| 进水温度 | 15~30°C(最佳25°C) | 温度低产水量下降;温度高膜降解加速 | 原水箱遮阳+保温,冬季辅热(进水 < 10°C) |
| 系统回收率 | 75%(原水硬度150~300 mg/L) | 回收率过高 → 浓水侧结垢 → 段间压差升高 | 浓水回流阀自动调节,维持浓水LSI < 0 |
| 清洗水硬度 | <1 mg/L | 水渍白斑,不良品率上升 | C系列超纯水系统对清洗工段独立供水 |
三、真实案例:某广东饮料厂如何将清洗不良品率从5%降到0.3%
2025年,昌海环保为广东某大型饮料罐装厂(年产逾5000万瓶)提供了A+C组合纯水系统,替换原有的老旧单级RO设备。
改造前:单级RO产水直接供清洗工段,电导率80~150 μS/cm,硬度约30~50 mg/L。夏季高温期膜污染加剧,清洗水电导率飙到300 μS/cm,清洗白点不良品率维持在4%~6%,月均损失超8万元。
昌海方案:新增砂滤+活性炭+5μm三级预处理 → 一级RO(回收率75%)→ C系列超纯水精处理。清洗工段由C系列超纯水产水供给,硬度 < 0.5 mg/L,电导率稳定在2~3 μS/cm。
改造后效果:清洗白点不良品率降至0.3%以下,月均损失从8万元降到不足5000元;RO膜运行18个月未进行化学清洗(常规6~12个月需清洗一次);年节水约12000 m³。
四、选型避坑指南:食品饮料反渗透纯水系统常见错误
错误1:只看膜价格,不看预处理配置。有些供应商用低价RO膜报价,但预处理只配个砂罐。客户用3个月就发现膜堵了,供货商答复是”进水水质不符合要求,不在质保范围内”。昌海的报价方案,预处理段单独报价,让客户清楚知道每一级的作用和成本。
错误2:回收率设置过高。针对食品饮料原水(硬度中等),系统回收率不应超过75%。在此回收率下,浓水侧LSI约-0.2,碳酸钙不会析出。盲目追求85%回收率,浓水侧LSI会升到+0.5以上,3~6个月内必然结垢。
错误3:清洗工段和工艺工段共用同一水源。清洗工段要求硬度近乎为零的软化水,工艺工段用水要求更高。很多工厂把RO产水同时供给两个工段,结果清洗工段因为硬度超标导致白点,工艺工段因为有机物超标导致口感变差。昌海建议分开供水,互不干扰。
五、昌海环保能为食品饮料企业做什么
昌海环保为食品饮料行业提供完整的水处理解决方案:
· 水质分析:提供原水水质检测(SDI、硬度、TDS、余氯),48小时内出具水质报告
· 方案设计:根据产品类型(原水水质、产水用途)定制工艺路线,A+C组合方案在设计产水5~15 m³/h之间性价比最优
· 设备制造:东莞工厂标准化生产,出厂前完成72小时连续运行验证
· 出口包装:符合ISTA 2A国际运输标准,支持东南亚、中东、非洲食品饮料企业出口交付
设备交付后,昌海还提供:1年整机质保 + 膜组件6个月质保(非人为损坏免费维修);质保期后有偿维修 + 备件供应,响应时间 < 24小时;远程诊断支持(客户授权情况下协助故障排查和参数优化)。

