为什么芯片厂的水比制药用水还要”挑剔”?
一块 12 英寸硅晶圆,从抛光到光刻再到刻蚀,每一步清洗都离不开电阻率 ≥ 18.2 MΩ·cm 的超纯水。SEMI F-63 标准下,半导体级超纯水的颗粒物要求 ≥ 0.2μm < 1 个/mL、TOC < 5 ppb、细菌 < 1 CFU/100mL——这几乎是工艺用水的"天花板"。
然而我们过去 3 年交付的 20 多个半导体/微电子超纯水项目中,有一半项目在调试阶段就被工艺方退回,核心原因集中在 3 个工艺盲区:UF 段 SDI 失控、RO 段回收率定得太高、EDI 进水指标没卡死。这篇文章把这 3 个盲区拆开讲透,顺便给你一份能直接复用的产水指标对照表。
▲ 12 英寸抛光硅晶圆(图片来源:Wikimedia Commons,CC BY-SA 3.0)
痛点一:UF 段 SDI > 3,后面的 RO 膜寿命直接砍半
很多半导体厂把 市政自来水或地下水 当作原水,浊度 5-10 NTU、偶尔检出铁锰。这时候如果 UF 选型按”经验值 0.1μm”上,通量很快就衰减——膜污染指数(SDI)超过 3,RO 膜前 3 个月就会出现压差升高,化学清洗频率从季度一次变成月度一次,3 年内累计更换成本可能超过整套设备原价的 40%。
真正稳定的方案 是 UF 段必须保证 SDI < 3(理想值 < 2)。这需要:原水先经多介质过滤+活性炭+5μm 精滤,然后进入 PVDF 中空纤维超滤(0.01-0.05μm)。昌海在印尼巴厘岛生态度假村项目中,采用的就是这条预处理链,UF 产水 SDI 稳定在 1.5-2.0,后续 RO 膜 3 年未全部更换。
容易被忽略的细节:UF 膜的运行通量不是越大越好。半导体超纯水系统的 UF 设计通量建议 50-60 L/m²·h,反洗周期 30-60 分钟,化学加强反洗(CIP)周期 7-14 天。如果通量定到 80+ L/m²·h,膜污染速度会显著加快。
痛点二:RO 段回收率 80%+,看起来省水实际”省了命”
很多工程公司为了”好看的数据”,把一级 RO 回收率直接定到 80-85%。问题在于:进水 TDS 500 mg/L 时,浓水侧 TDS 会冲到 3000 mg/L 以上,容易在膜末端结垢(主要是 CaCO₃ 和 SiO₂)。这种结垢在 EDI 段会被放大——EDI 模块对进水硬度极其敏感,> 1 mg/L 就开始报警,长期超限直接导致 EDI 树脂失效。
半导体项目的合理设计:一级 RO 回收率 70-75%(留 5% 安全余量),浓水侧加阻垢剂投加,RO 产水电导率控制在 5-15 μS/cm。这个区间进入 EDI 才能稳定产出 15-18 MΩ·cm 电阻率。如果原水水质波动大,可以在 RO 段间增加增压泵,做两段排列,既保证回收率又控制浓水侧饱和度。
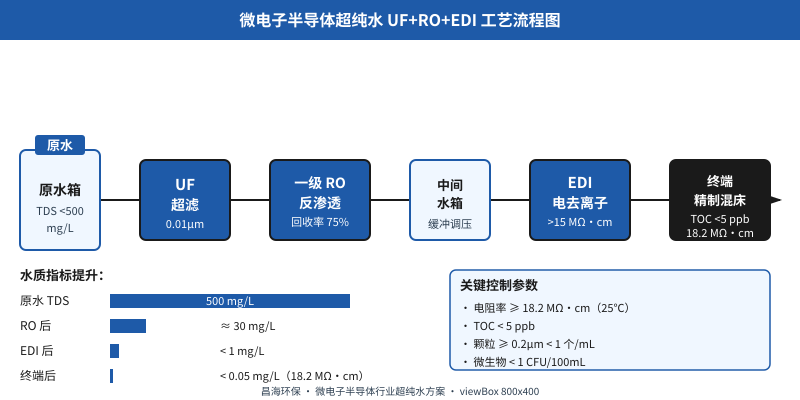
▲ UF+RO+EDI 三段工艺流程图(制图:昌海环保)
痛点三:EDI 进水 CO₂ 和余氯没卡死,模块半年就报废
90% 项目 EDI 模块寿命撑不到 2 年,根本原因是 进水 CO₂ 浓度 > 10 mg/L 和 余氯 > 0.05 mg/L 这两个隐形杀手。CO₂ 来源是原水中的重碳酸盐在 RO 段不被拦截,会直接进入 EDI 把阴离子交换树脂”中和掉”。余氯则氧化破坏 EDI 膜堆。这两项都必须靠中间水箱的脱气塔(真空或鼓风)+RO 前的活性炭吸附双保险处理。
关键控制阈值:
- EDI 进水电导率:< 20 μS/cm(理想 < 10)
- EDI 进水 CO₂:< 5 mg/L
- EDI 进水余氯:< 0.05 mg/L
- EDI 进水硬度:< 1 mg/L(以 CaCO₃ 计)
- EDI 进水 TOC:< 0.5 mg/L
- EDI 进水温度:15-35℃(最佳 25℃)
昌海 UF+RO+EDI 在半导体行业的实测数据
以下数据来自昌海某 12 英寸晶圆厂超纯水项目(日产 200 m³),UF+RO+EDI 三段连续运行 12 个月的稳定实测值:
| 工艺段 | 关键指标 | 实测值 | 半导体行业要求 |
|---|---|---|---|
| 原水 | TDS | 350 mg/L | 无要求 |
| UF 产水 | SDI | 1.8 | < 3 |
| 一级 RO 产水 | 电导率 | 8 μS/cm | < 20 μS/cm |
| 一级 RO 回收率 | — | 73% | 70-75% |
| EDI 产水 | 电阻率 | 17.5 MΩ·cm | ≥ 15 MΩ·cm |
| 终端精制混床 | 电阻率 | 18.2 MΩ·cm | ≥ 18.2 MΩ·cm |
| 终端 TOC | TOC | < 3 ppb | < 5 ppb |
| 终端颗粒 | ≥ 0.2μm | < 1 个/mL | < 1 个/mL |
| 终端细菌 | CFU/100mL | < 1 | < 1 |
为什么 90% 项目栽在”中间水箱”这一步
很多项目在 UF+RO 段做得很好,但 EDI 产水就是上不去。问题往往出在 中间水箱:停留时间过长、CO₂ 溶解进入、没有脱气装置。正确做法是:
- 中间水箱容积按 30-60 分钟停留时间设计,不宜过大
- 水箱密封 + N₂ 覆盖或真空脱气,控制 CO₂ < 5 mg/L
- RO 产水进入水箱前增加在线电导率监控(异常立即切换)
- 水箱材质选用 SUS316L,内表面电解抛光 Ra < 0.4μm
- 水箱呼吸口加装 0.2μm 过滤膜,防止环境颗粒污染
选型建议:半导体超纯水不是”叠加设备”那么简单
如果你的项目是 12 英寸晶圆厂、光伏电池片清洗、半导体封装测试或 LCD 清洗车间,UF+RO+EDI 三段是基本盘。但 选型时一定要看 3 个数字:
- EDI 进水电导率 必须 < 20 μS/cm(最好 < 10)
- 终端电阻率 必须 ≥ 18.2 MΩ·cm(@25℃)
- TOC 必须 < 5 ppb(建议配 185nm + 254nm 双波长 UV)
昌海环保的 UF+RO+EDI 组合系统已出口至东南亚(印尼/泰国/越南)、中东(沙特/阿联酋)等半导体新建园区,标准设备 4-8 周交付,工程类项目 8-16 周。如需按你的原水水质和产水规模定制方案,可提供 48 小时内初步工艺设计和 BOM 清单。

