一、芯片工厂为什么离不开超纯水?
一块12英寸晶圆从硅片到封装,需要数百道清洗工序。每一次清洗用的水,纯度不够就是灾难——水中一个微小的金属离子,就可能让整片晶圆,报废。微电子/半导体工厂,用水量大、水质要求最高、行业门槛最严。一个中等规模的芯片制造厂,日均超纯水消耗量可达500-2000吨,水质直接决定芯片良品率和产能。
水质不达标的代价有多大?
某国内8英寸晶圆厂曾因EDI膜堆故障,产水电阻率从18.2 MΩ·cm跌至5 MΩ·cm,持续运行72小时。事后评估:该批次晶圆中,3%的Die因金属污染导致良率下降,单次损失超过200万元。而这仅仅是一台设备故障几小时的后果。更大的风险在于——水中的硅、硼、钠、钾等杂质,会穿透光刻胶层,导致图形缺陷,轻则返工,重则整片报废。
SEMI标准规定:先进制程(≤28nm)超纯水电阻率须达到18.2 MΩ·cm(25℃),硅≤1 μg/L,颗粒≤1个/mL(>0.2μm)。这个标准,比制药用水严格100倍,比锅炉补给水严格10000倍。没有专业设备,根本无法企及。
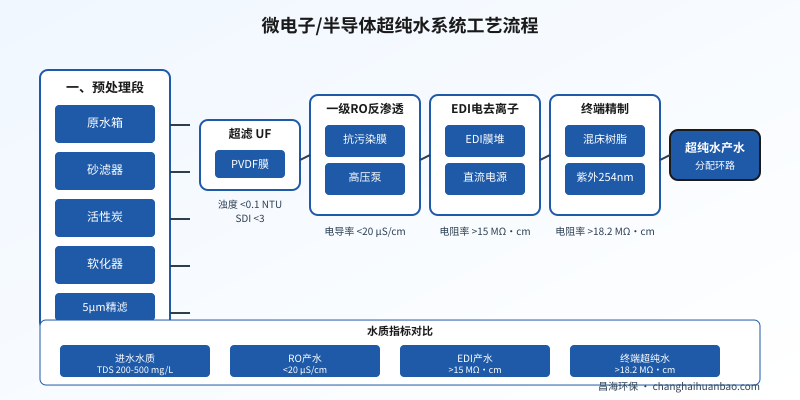
二、昌海方案:C+EDI全膜法超纯水系统
昌海环保针对微电子/半导体工厂,提供UF+RO+EDI+终端精制全膜法超纯水系统,完整覆盖从原水到芯片清洗用水的全部环节。
1. 预处理:去除胶体、有机物和硬度
原水先经砂滤去除悬浮物,再经活性炭吸附余氯和有机物,然后通过软化器去除钙镁离子(防止后续膜组件结垢),最后经5μm精密过滤器截留细小颗粒。预处理不做好,后续RO膜会频繁污染,寿命从3年缩短到6个月。
2. UF超滤:SDI降到3以下
PVDF超滤膜(0.01μm)截留大分子有机物和细菌,产水浊度<0.1 NTU,SDI<3。这是RO膜的安全保障——进水SDI超标,RO膜通量会在3个月内衰减30%以上。
3. 一级RO反渗透:脱盐率99%以上
抗污染型RO膜组件,去除95%-99%的溶解性盐分,产水电导率降至10-20 μS/cm。RO段回收率通常控制在75%,浓水进入二级RO进一步回收,总回收率可达85%。
4. EDI电去离子:产水电阻率>15 MΩ·cm
EDI膜堆在直流电场作用下,利用离子交换树脂和离子选择性膜,持续去除水中剩余离子,不需化学再生,产水电阻率稳定在15-18 MΩ·cm。相比传统混床,EDI优势明显:Continuous电去离子,无酸碱再生,运行成本降低60%,出水水质稳定无波动。
5. 终端精制:达到18.2 MΩ·cm
混床离子交换树脂(核子级)进一步去除微量离子,254nm紫外灯杀灭细菌,0.2μm终端过滤器截留颗粒,最终产水达到18.2 MΩ·cm,满足SEMI F-63先进制程标准。
三、水质指标对照:看懂超纯水系统各段输出
| 工艺段 | 关键指标 | 典型数值 | 满足标准 |
|---|---|---|---|
| 原水(城市自来水) | TDS / 硬度 / 余氯 | 200-500 mg/L / 100-300 mg/L / 0.5-1 mg/L | GB 5749 |
| 砂滤+活性炭+软化 | 浊度 / 余氯 | <1 NTU / 0 mg/L | 预处理达标 |
| UF超滤产水 | SDI / 浊度 | <3 / <0.1 NTU | RO进水标准 |
| 一级RO产水 | 电导率 | 10-20 μS/cm | ≤20 μS/cm |
| EDI产水 | 电阻率 | 15-18 MΩ·cm | >15 MΩ·cm |
| 终端超纯水 | 电阻率 / 硅 / 颗粒 | 18.2 MΩ·cm / <1 μg/L / <1个/mL | SEMI F-63 |
四、昌海在微电子/半导体行业的真实案例
2023年,昌海环保为某东南亚半导体封装测试工厂提供了一套200吨/天的超纯水系统。该厂主要从事晶圆切割、封装和测试,对水质要求集中在电导率和TOC两项指标。
昌海方案:预处理(砂滤+活性炭+软化)→ UF超滤 → 一级RO → EDI → 终端混床精制 → 分配环路。系统运行至今已稳定超过18个月,产水电阻率维持在18.1-18.2 MΩ·cm,TOC<5 ppb,全年无需更换膜组件。
该厂采购负责人反馈:”之前用的某国产设备,产水电阻率波动大,每周都要人工检测调整。昌海的系统,全自动运行,数据实时上传,我们工程师只需每周复核一次,日常运维工作量减少80%。”
五、选型3大避坑指南
1. 别只看初始电阻率,要看长期稳定性
部分供应商用新膜测试时能达标18 MΩ·cm,但运行3个月后跌至12 MΩ·cm。关键看:EDI膜堆是否配置了独立监控电极?混床树脂是否采用核子级产品?分配环路是否设计了点检口?昌海的系统在每个关键节点设置水质监测点,数据实时上传至中控室。
2. 回收率不是越高越好,要看浓水处理方案
85%回收率听起来省水,但浓水侧盐浓度大幅提升,容易造成膜组件结垢。昌海的标准方案:RO浓水进二级RO进一步回收,总回收率可达90%,浓水最终进废水回用系统,实现近零排放。这才是可持续的水系统设计。
3. EDI和混床不是二选一,是分级搭配
有些工厂觉得EDI贵,只用混床;但混床需要化学再生,有酸碱废液需要处理。昌海推荐方案:EDI承担70%的脱盐负荷,混床只处理微量离子(抛光段),这样混床的再生周期可以延长到6-12个月,大幅减少运维工作量。
结语
微电子/半导体工厂的水处理系统,是生产基础设施,不是辅助设备。一旦水质出问题,整条产线都要停下来。选型时不能只看价格,要看系统设计的完整性、设备品质的稳定性、运维支持的专业性。昌海环保专注水处理12年,在东南亚、中东、非洲有多个半导体工厂交付案例,ISO9001+CE认证,设备出口全球50+国家和地区。您的工厂用水需求,昌海环保可以提供48小时初步方案。

