一、光伏切割两个核心指标的损失,来自哪里?
光伏组件切割有两个核心指标:刀片寿命和崩边率。这两个指标直接决定每瓦成本,也是业主在验收时最头疼的两个数据。
1. 刀片寿命:杂质是隐形的刀片杀手
切割过程中,冷却水不断冲刷刀片表面。如果水的电阻率不够高(低于10MΩ·cm),水中的钙镁离子会在刀片表面形成微小的矿物沉积,增加摩擦热。摩擦热过高,刀片在切割时会积累热应力,微小的崩边就开始出现了。
一把本可以用800小时的刀片,可能500小时就得换。算下来,每年的刀片消耗成本直接多出30%-40%。
2. 崩边率:TOC超标是元凶
切割液中的有机物和金属离子如果随冷却水进入切割面,会污染wafer表面。一旦TOC超过20ppb,有机残留会在后续的镀膜工序中引发缺陷,良品率直接下滑。
二、选型阶段埋下的隐患:90%的业主不清楚的两个参数
光伏切割业主在选型阶段最常犯的错误,是直接购买标准RO纯水系统,不清楚光伏切割的电阻率要求其实比普通工业纯水更高。
1. 电阻率:不是1-5MΩ·cm,而是10MΩ·cm以上
普通工业RO纯水系统产水电阻率通常只有1-5MΩ·cm,根本无法满足光伏切割需求。一旦用了这种水,钙镁离子在刀片表面积累,高温切割时热应力加剧,崩边率从1%跳到3%,每条产线每年多损耗的刀片费用轻松超过十几万元。
2. TOC:不是”参考指标”,而是直接决定良品率
总有机碳(TOC)超标,切割时有机物受热碳化附着在wafer表面,会导致后续的镀膜工序出现缺陷。TOC每超标10ppb,良品率可能下降0.5%-1%,对年产值几亿元的光伏厂来说,这不是小数目。
3. 验收陷阱:只测流量和压力,水质参数成了盲区
很多项目验收时只看流量和压力,对电阻率和TOC根本没有检测能力。有的项目运行了半年才发现电阻率只有8MΩ·cm,崩边率高企,但此时刀片费用已经白白多花了几十万。
三、昌海C+EDI+MB组合方案:3步控制解决崩边问题
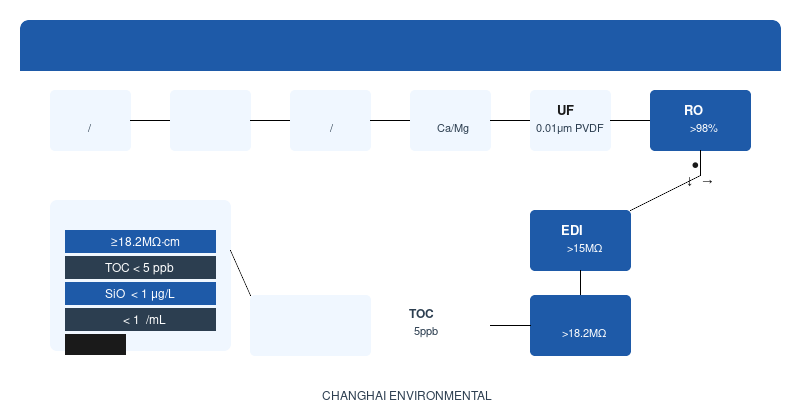
昌海超纯水系统针对光伏切割场景,采用”砂滤+活性炭+软化+UF+RO+EDI+MB”全流程工艺,将电阻率稳定控制在≥18.2MΩ·cm,TOC控制在<5ppb,彻底解决切割用水质问题。
| 水质参数 | 光伏切割要求 | 昌海方案实测值 |
|---|---|---|
| 电阻率 | ≥10MΩ·cm | 18.2MΩ·cm |
| TOC | <10ppb | <5ppb |
| SiO₂ | <5μg/L | <1μg/L |
| 颗粒 | <10个/mL | <1个/mL |
关键保障:实时在线监控
系统配置在线电阻率监测仪,实时显示产水电阻率数值,一旦接近10MΩ·cm警戒线,系统自动报警。同时配置TOC在线分析仪,每30分钟自动检测一次有机碳含量,双重保险确保水质持续达标。
四、投资回报:多花5万,1年轻松省回15万
以某光伏切割工厂为例,配置昌海C+EDI+MB超纯水系统,设备投资比普通RO系统多约5万元。但系统运行后:
| 对比项 | 普通RO纯水 | 昌海超纯水系统 |
|---|---|---|
| 产水电阻率 | 1-5MΩ·cm | 18.2MΩ·cm |
| TOC控制 | 无实时监控 | <5ppb,在线监测 |
| 刀片月消耗 | 50把(标准工况) | ≤33把(寿命延长40%) |
| 月均刀片费用节省 | – | 约1.3万元 |
| 年节约刀片费用 | – | 约15万元 |
不到半年,投资差额就收回来了。长期来看,这套系统为工厂降低的生产成本,远超设备本身的投入。
五、昌海方案:专注光伏切割超纯水,已经稳定运行多年
超纯水系统是光伏切割质量控制的重要工具,不是可有可无的配套设备。水质控制做好了,刀片寿命和良品率才能真正稳定下来。
昌海环保专注水处理设备制造与出口12年,C+EDI+MB组合工艺已在多个光伏切割项目中验证效果。每一个项目都经过严格测试,确保水质持续稳定达标。
如果您正在为光伏切割用水质问题困扰,欢迎联系昌海环保,了解适合您工况的超纯水系统方案。

