一、精细化工为什么离不开超纯水?
精细化工产品——涂料树脂、医药原料中间体、电子化学品、香精香料——的生产过程高度依赖纯水作为反应介质和清洗载体。与普通工业用水不同,精细化工对水中杂质的要求极为严格,因为即使是微量金属离子或有机物,也可能干扰催化反应、影响产品收率,或在后续加工中引入不可控的副反应。
某广东精细化工企业曾向昌海环保反映:同一批次的产品,不同月份的纯水系统产水,检测报告完全一致,但产品收率却出现了5%的波动。排查了配方、温度、反应时间,最后发现根源在纯水电导率——在线监测探头上结了生物膜,导致显示值与实际值偏差超过20%。这不是个例,是整个精细化工行业超纯水系统的缩影。
二、精细化工超纯水的3大行业痛点
1. 有机物(TOC)干扰催化反应,收率波动难以追因
精细化工的催化反应体系对TOC极为敏感。TOC超过20ppb时,部分贵金属催化剂的活性位点会被微量有机物占据,导致反应转化率下降2%-5%。对于高附加值产品,2%的收率损失可能就是数万元的利润蒸发。但传统单级RO系统的TOC去除率有限,产水TOC通常在50-200ppb,必须配合后续处理才能满足要求。
2. 金属离子超标,产品质量一致性差
Fe3+、Cu2+、Ni2+等过渡金属离子,即使在0.1mg/L浓度下,也可能与某些官能团发生络合反应,导致产品出现色差或影响后续结晶过程。很多精细化工厂使用城市自来水作为水源,铁、锰、氯离子含量本身较高,预处理不彻底时,这些离子会穿透RO膜进入产水,进而影响产品质量的一致性。批次间质量波动是客户投诉和索赔的主要来源之一。
3. 微生物滋生,管道生物膜难以根除
精细化工纯水系统通常间歇运行,停机期间,系统内残留的温暖水体成为微生物繁殖的温床。假单胞菌、产碱杆菌等常见水生菌种能在48小时内形成生物膜,一旦生物膜成熟,常规化学清洗难以彻底去除,需要周期性高温消毒或紫外线杀菌处理。很多工厂因为缺乏有效的停机保护措施,导致产水微生物指标频繁超标,被迫降量生产。
三、A+C组合方案:反渗透+EDI全膜法工艺详解
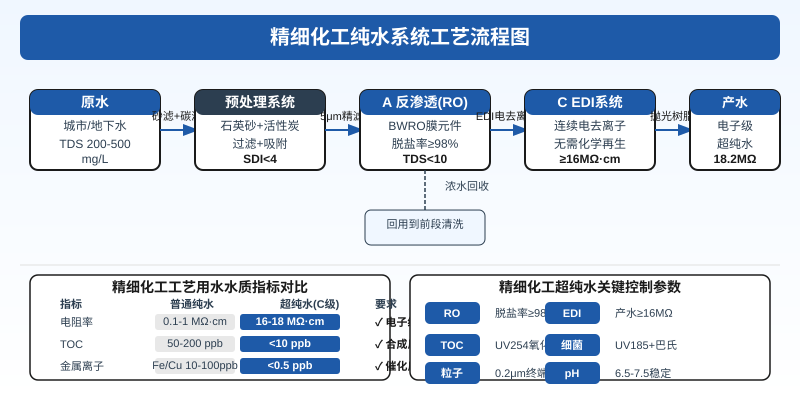
针对精细化工行业的特殊需求,昌海环保推荐反渗透(RO) + 电去离子(EDI)的A+C组合方案。这套工艺的核心逻辑是:RO负责去除95%-99%的溶解性固体和有机物,EDI负责进一步脱盐并持续去除漏网的离子,使产水电阻率达到16-18M.cm,同时大幅降低TOC。
第一级:A 反渗透系统(BWRO)
原水经砂滤、碳滤预处理后进入RO膜组件。BWRO膜元件采用聚酰胺复合膜,对钠离子、钙离子、氯离子的脱除率大于等于98%,对有机物的分子量截留门槛为200道尔顿以上。这意味着大部分溶解性有机物、微生物和胶体都会被RO膜截留在浓水侧,产水TDS通常可以降至5-10mg/L。RO段的回收率建议控制在60%-75%,过高会加速膜污染,过低则不经济。
第二级:C EDI电去离子系统
RO产水进入EDI模块,在直流电场作用下,水分子被电解成H+和OH-,这些离子持续再生离子交换树脂,同时将剩余的Na+、Cl-等离子定向迁移到浓水室。EDI的最大优势是连续运行、无需化学再生,产水电阻率稳定在16-18M.cm,TOC可控制在10ppb以下。对于精细化工而言,EDI产水可以直接用于催化反应清洗、溶剂配制等场景,无需担心离子干扰。
| 水质指标 | RO产水 | EDI产水(超纯水) | 精细化工要求 |
|---|---|---|---|
| 电阻率 | 0.1-1 M.cm | 16-18 M.cm | 直接用于合成反应 |
| TDS | 5-20 mg/L | 小于0.1 mg/L | 满足清洗水标准 |
| TOC | 50-200 ppb | 小于10 ppb | 不干扰催化体系 |
| SiO2 | 50-200 ppb | 小于5 ppb | 避免硅污染产品 |
| 微生物 | 小于100 CFU/mL | 小于10 CFU/mL | 需配合UV杀菌 |
四、3个关键参数没控制好,设备再好也白搭
1. 进水余氯须控制在0.1ppm以下
RO膜的聚酰胺活性层对余氯极为敏感,余氯超过0.1ppm累计超过200小时,膜脱盐率会不可逆地下降。很多精细化工厂在城市自来水中会额外投加氯消毒剂来控制微生物,但如果在RO前端没有充分的活性炭吸附,余氯会直接氧化膜表面,导致产水TDS飙升。昌海环保在预处理段配置的活性炭过滤器,碘值大于等于1000mg/g,接触时间大于等于5分钟,可确保余氯去除率大于等于99%。
2. RO段回收率不宜超过75%
提高回收率意味着减少浓水排放、降低水耗,但代价是膜面浓度极化加剧,CaCO3、CaSO4等难溶盐的局部浓度超过溶度积后会在膜表面析出结垢。一旦结垢形成,RO段压差上升、产水量下降,化学清洗频率被迫增加。昌海环保针对精细化工原水(多为城市供水或地下水,TDS小于等于500mg/L)推荐的合理回收率为65%-75%,配合阻垢剂使用可有效延缓结垢速度。
3. EDI运行电流须严格控制在额定范围内
EDI模块的运行电流直接影响离子迁移效率和产水水质。电流过小,树脂再生不充分,产水电阻率下降;电流过大,则会发生水解产热,加速树脂降解和膜片老化。昌海环保配套的EDI系统,采用恒流控制模式,运行电流根据进水水质自动调节在0.5-2.0A/模块范围内,确保产水电阻率稳定在16M.cm以上,同时保护EDI核心部件寿命。
五、真实案例:浙江某医药原料中间体工厂纯水系统改造
浙江某医药原料中间体工厂(员工约120人,年产值约8000万元),原有纯水系统为单级RO+混床离子交换树脂塔。存在的问题:混床需要每72小时手动再生一次,再生过程使用大量盐酸和氢氧化钠,安全隐患大;产水水质随树脂老化逐渐衰减,产品批间质量不稳定。
昌海环保为其设计了一套A+C全膜法方案:RO-2大型反渗透系统+EDI-2电去离子系统,处理量3m3/h,2024年3月交付投入使用。运行至今超过14个月,产水电阻率稳定在16.5-17.8M.cm,TOC稳定在6-8ppb,期间无需化学再生,系统全自动运行。客户反馈:产品收率波动从原来的正负5%降至正负1.5%,纯水系统年运行成本(含水电、耗材、人工)下降约42%。

六、选型建议:精细化工纯水系统配置清单
一套稳定运行的精细化工超纯水系统,需要从预处理到终端处理的完整配置。昌海环保建议的标准配置如下:原水增压泵→多介质过滤器(石英砂)→活性炭过滤器→软化器(针对高硬度水)→5微米精密过滤器→BWRO高压泵→反渗透膜组件→EDI电源及模块→254nm UV杀菌器→终端0.2微米过滤器→纯水储罐(氮封保护)。其中,活性炭过滤器、多介质过滤器和RO膜组件的定期反洗维护至关重要,建议每72小时进行一次正洗/反洗循环。
对于日产纯水5-50m3的精细化工企业,A+C组合方案的投资回收期通常在12-18个月。与传统混床方案相比,EDI省去了酸碱再生的人工和耗材成本,同时避免了因树脂再生不及时导致的产水质量波动。对于精细化工这类对产品质量一致性要求高的行业,超纯水系统的稳定性本身就是在保护利润。

