电镀、阳极氧化、磷化等表面处理车间的清洗用水,看似只是”过一遍水”,实则直接决定镀层一次合格率和废水处理成本。本文从 3 个最容易踩的选型坑切入,讲清软化水设备对镀层质量的影响,并给出真实案例和工艺对比。
一、电镀厂软化水设备选型的 3 个隐藏坑
1. 进水总硬度评估偏低,树脂装填量少算 20%
很多业主按当地市政自来水硬度报价(通常 120-180 mg/L)选设备,但电镀车间实际进水往往是地下水、自备井或工业循环水,总硬度常常达到 280-350 mg/L(CaCO₃计)。树脂装填量按低硬度选,运行时每隔 2-3 天就要再生一次,盐耗飙升 30%-50%,年多掏 5-8 万元。
2. 再生盐选用工业精制盐而非软化专用盐(80% 业主都踩过)
工业精制盐(NaCl 含量约 95%)单价便宜一半,但含有较高钙镁杂质,长期使用会让树脂”中毒”,交换容量每年衰减 8%-15%,3 年就要全部更换树脂。软化专用盐(NaCl ≥ 99.5%、钙镁 < 0.1%)虽然单价高 30%,但树脂寿命延长 2-3 倍,综合下来反而省 40%。
3. 设备不配旁通阀和流量计,高峰期硬度波动 200%
部分低价设备只配进出水阀门,没有旁通和流量监控。电镀车间白天满负荷、夜间低负荷运行时,树脂罐过水流速波动大,瞬时硬度可从 0.5 mg/L 飙到 1.5 mg/L,直接影响镀层光洁度和批次稳定性。
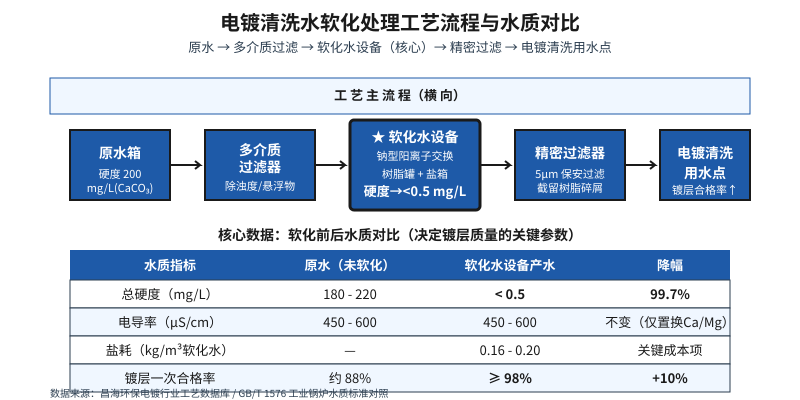
二、软化水设备对电镀镀层质量的直接影响
电镀清洗用水的硬度直接决定镀层一次合格率。实测数据:进水硬度从 200 mg/L 降至 < 0.5 mg/L 后,镀锌层合格率从 88% 提升到 98%+,镀镍层从 91% 提升到 99%。
以一家月产 50 万件镀锌件的中小电镀厂计算,合格率每提升 5 个百分点,每月减少报废件 2.5 万件,按单件成本 1.5 元算,年节省报废成本约 45 万元。
三、广东某电镀厂真实案例:改造前后报废率从 12% 降到 2%
该厂位于广东东莞,主营汽车零部件镀锌,月产 80 万件。之前用市政自来水直接做清洗水,镀层麻点、气泡,月报废率 12%。2024 年加装 2 套 5T/h 软化水设备(1 用 1 备 + 旁通阀 + 流量计 + 软化专用盐再生),改造后:
月报废率降至 2% 以下,年节省报废成本约 80 万元;盐耗稳定在 0.18 kg/m³ 软化水;树脂 3 年未更换;配合 5μm 精密过滤器后,镀槽液污染减少,清洗槽更换周期从每周延长到每月。
四、软化水 vs 反渗透 vs 软化+反渗透:工艺对比
很多业主纠结:电镀清洗水到底用软化水设备、一级反渗透,还是软化+反渗透组合?核心看镀种和对水质的要求:
| 工艺方案 | 产水总硬度 | 产水电导率 | 盐耗/水耗 | 适合镀种 |
|---|---|---|---|---|
| 市政自来水直接用 | 150-250 mg/L | 400-700 μS/cm | 无 | 仅前处理粗洗(不推荐) |
| 软化水设备(D) | < 0.5 mg/L | 400-700 μS/cm | 0.16-0.20 kg 盐/m³ | 镀锌/镀铜/镀锡/磷化 |
| 一级反渗透(A) | < 5 mg/L | 5-30 μS/cm | 回收率 65-75% | 装饰铬/镀金/合金 |
| 软化+反渗透(D+A) | < 0.5 mg/L | 5-30 μS/cm | 盐+水电费双计 | 镀镍/精密电子件/汽车饰件 |
普通镀锌、镀铜件用软化水设备已足够;镀镍、装饰铬、镀金及精密电子件,建议软化+反渗透组合,确保电导率 < 30 μS/cm。
五、选型避坑 checklist:5 条实操建议
1. 进水水质实测 7 天:不要相信水务公司数据,选型前连续 7 天每天早晚各取样 1 次,测总硬度、COD、浊度,取最大值。
2. 树脂装填量按峰值硬度 ×1.2 选型:留 20% 余量,避免高峰期频繁再生。
3. 再生盐用软化专用盐:NaCl ≥ 99.5%、钙镁 < 0.1%,不要图便宜用工业盐。
4. 必配旁通阀 + 流量计 + 在线硬度仪:便于检修、监控瞬时水质、应对产量波动。
5. 配套 5μm 保安过滤器:防止树脂碎屑进入电镀槽造成二次污染,延长镀液寿命。

电镀厂选软化水设备,核心不是看设备价格,而是看 3 年综合成本:盐费、树脂更换费、报废损失。一套设计合理的软化水系统,通常 12-18 个月就能从节省中收回投资。

