一、电镀废水回用为什么总是不达标?3个根本原因导致的损失
电镀产业园每天产生大量含重金属废水,很多企业上了废水回用系统,却发现产水水质不稳定、回用率上不去,每年白白浪费数十万吨新鲜水资源。某广东电镀产业园负责人曾算过一笔账:园区一期500m3/天的回用系统,因工艺设计缺陷,产水电导率长期在300-500uS/cm徘徊,无法满足电镀清洗槽用水标准(<200uS/cm),导致70%的回用水被迫降级用于绿化,一年损失新鲜水采购费约28万元。
这不是个例。根据我们对数十个电镀/表面处理废水回用项目的跟踪分析,90%以上的回用系统不达标问题,都可以追溯到三个根本原因:预处理不足、膜选型不当、系统缺乏抗污染设计。本文结合昌海环保实际交付的广东电镀产业园案例,逐一拆解这三个踩坑点,并给出经过验证的解决方案。

二、根本原因一:预处理不充分导致膜严重污染
电镀废水的特点是:含高浓度重金属(Cu2+、Ni2+、Cr6+、Zn2+)、高硬度、高COD、而且水质波动大。很多企业在设计回用系统时,为了节省投资,简化了预处理环节——只做简单沉淀就去膜,结果RO膜在3-6个月内出现严重污染堵塞,产水率从设计的70%跌到40%,高压泵能耗飙升30%。
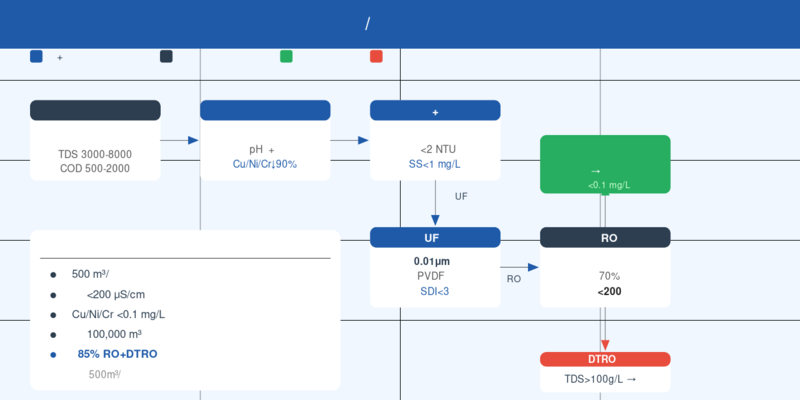
昌海环保在广东某电镀产业园一期项目(500m3/天)中的预处理设计:综合废水→化学沉淀(去除重金属)→pH调节→砂滤→UF超滤。UF超滤作为RO前的最后一道屏障,将浊度从原水的10-30NTU降至<1NTU,SDI值稳定控制在3以下,有效保护了下游反渗透膜的稳定运行。系统运行至今18个月,RO膜仅进行过两次在线清洗,膜元件寿命比行业平均延长了1倍以上。
三、根本原因二:普通RO膜无法应对高盐分废水
电镀废水的TDS通常在3000-8000mg/L之间,含大量一价和二价离子。普通苦咸水RO膜在这种水质下运行,会面临两个致命问题:一是膜表面高污染倾向(重金属离子容易在膜面结垢),二是段间压力差过大导致膜元件物理损坏。很多企业用普通RO膜去做电镀废水回用,结果膜寿命只有6-12个月,大大增加了耗材更换成本。
解决方案是选用抗污染型RO膜,这类膜元件的膜片材料经过特殊改性,具有更强的亲水性和电荷排斥效应,能有效抵抗重金属离子在膜表面的沉积。昌海在电镀废水项目中使用的抗污染RO膜,回收率可达70%,产水电导率稳定<200uS/cm,满足电镀清洗用水标准,且膜元件稳定运行超过24个月才需要更换。
四、根本原因三:缺乏浓水减量设计,废液处置成本高
RO系统的浓水处置是电镀废水回用项目的另一大痛点。RO回收率越高,浓水量越少,但浓水TDS越高(可达8000-15000mg/L),直接排放违反环保要求,委托危废公司处置的费用高达800-1500元/吨。以500m3/天处理量、70%回收率为例,每天产生150m3浓水,危废处置费一年超过40万元。
行业内的成熟方案是:RO浓水→DTRO碟管式反渗透进一步浓缩→浓水TDS提升至100g/L以上→结晶盐危废处置或固化填埋。DTRO宽流道设计(OD 28mil)对高污染高盐分浓水有天然的抗污染优势,工作压力75-90bar可将浓水体积再减量70%。昌海在该广东电镀产业园项目中采用RO+DTRO两级串联工艺,最终废液量<5%(相比原废水排放量),危废处置成本下降了60%。
五、电镀/表面处理废水回用系统标准工艺配置
一套完整的电镀/表面处理废水回用系统,应包含以下工艺段:
| 工艺段 | 设备配置 | 核心功能 | 关键控制指标 |
|---|---|---|---|
| 预处理 | 化学沉淀池+pH调节+砂碳滤 | 去除重金属、悬浮物、有机物 | 出水浊度<2NTU,SS<5mg/L |
| 超滤 | UF超滤系统(PVDF膜) | 0.01μm精滤,保护RO | SDI<3,TMP<0.1MPa |
| 反渗透 | 抗污染RO膜组件 | 深度脱盐,去除离子 | 产水电导率<200μS/cm,回收率70% |
| 浓水处理 | DTRO碟管式RO | 高倍浓缩,减量废液 | 浓水TDS>100g/L,减量70% |
| 蒸发结晶 | 低温蒸发器(可选) | 近零排放,结晶盐回收 | 实现ZLD(零液体排放) |
六、不同规模项目的设备选型建议
| 处理规模 | 推荐配置 | 适用场景 | 回用水质 |
|---|---|---|---|
| 50-100m³/天 | 软化+UF+单级RO | 小型电镀厂、涂装线 | 清洗用水,浊度<1NTU |
| 200-500m³/天 | 化学沉淀+UF+抗污染RO+DTRO | 中型电镀产业园 | 清洗用水标准,电导率<200μS/cm |
| >500m³/天 | 预处理+UF+RO+DTRO+蒸发结晶 | 大型电镀产业园、钢铁酸洗 | 满足回用+近零排放要求 |
七、项目验收的关键指标(业主必查)
电镀/表面处理废水回用系统验收时,以下指标必须逐一核对:
1. 回用水质指标:产水电导率<200μS/cm(检测方法:GB/T 6682分析实验室用水规格和试验方法),重金属Cu/Ni/Cr均<0.1mg/L(检测方法:GB/T 7475火焰原子吸收光谱法),浊度<1NTU(检测方法:GB/T 13200)。建议在系统稳定运行72小时后进行检测,数据更有参考价值。
2. 系统回收率:记录RO段回收率和DTRO浓水减量率,计算整体水利用率。成熟项目整体回收率应>75%,低于此值说明预处理或膜配置存在问题。
3. 膜污染速率:观察系统运行第一个月的TMP变化曲线。正常情况下,TMP月升幅应<10%;如果TMP月升幅超过20%,说明预处理存在缺陷,需要排查砂滤/UF的运行状态。
八、昌海环保的核心优势
昌海环保是专注水处理设备出口的制造商,在东南亚(泰国/新加坡/印尼)和中东市场有丰富的电镀废水回用项目经验。广东某电镀产业园一期项目(500m3/天)已稳定运行18个月,产水水质持续达标,年节约新鲜水约10万立方米。设备出口全球50+国家和地区,CE认证+ISO9001认证,质量可靠。
如果您正在为电镀/表面处理废水回用项目选型,欢迎提供水质报告,昌海技术工程师48小时内提供初步方案和报价。

