电镀车间每天消耗大量水资源,排放的废水含重金属离子、磷酸盐、硝酸盐及大量有机污染物。传统「化学沉淀+气浮」工艺出水不稳定,难以稳定达到《电镀污染物排放标准》(GB 21900-2008);而环保督察日趋严格,给水指标又逐年上涨——不少电镀企业厂长算过一笔账:每外排1吨废水加上各项达标处理费用,成本动辄15-30元,而一条中等规模生产线日产废水量就在50-200吨之间,一年水费差异就是数十万元。废水处理,成为表面处理企业无法回避的经营命题。
表面处理废水水质有多复杂?先看真实数据
昌海环保工程师团队在多个电镀产业园实地调研后发现,进入处理系统的电镀废水通常呈现以下特征(以某广东电镀集聚区为例):
- pH值:2.0-11.0(跨度极大,酸碱废水分流不充分时波动尤为剧烈)
- 悬浮物(SS):50-200 mg/L
- 化学需氧量(COD):100-500 mg/L
- 总硬度(以CaCO₃计):200-800 mg/L(镀件前处理除蜡工序贡献显著)
- 氯离子:100-500 mg/L(来自盐酸活化、镀铬等工序,对普通RO膜有较强侵蚀性)
- 含盐量(TDS):1500-5000 mg/L
这种水质条件给末端处理带来了两个核心挑战:①硬度偏高容易导致RO膜表面结垢,产水率快速衰减;②氯离子浓度高会加速膜材料降解,造成脱盐率下降甚至膜元件不可逆损坏。想稳定运行、反渗透还得”喝得好”,预处理和软化工艺缺一不可。
昌海方案:软化水设备打头阵,反渗透设备守住水质关口
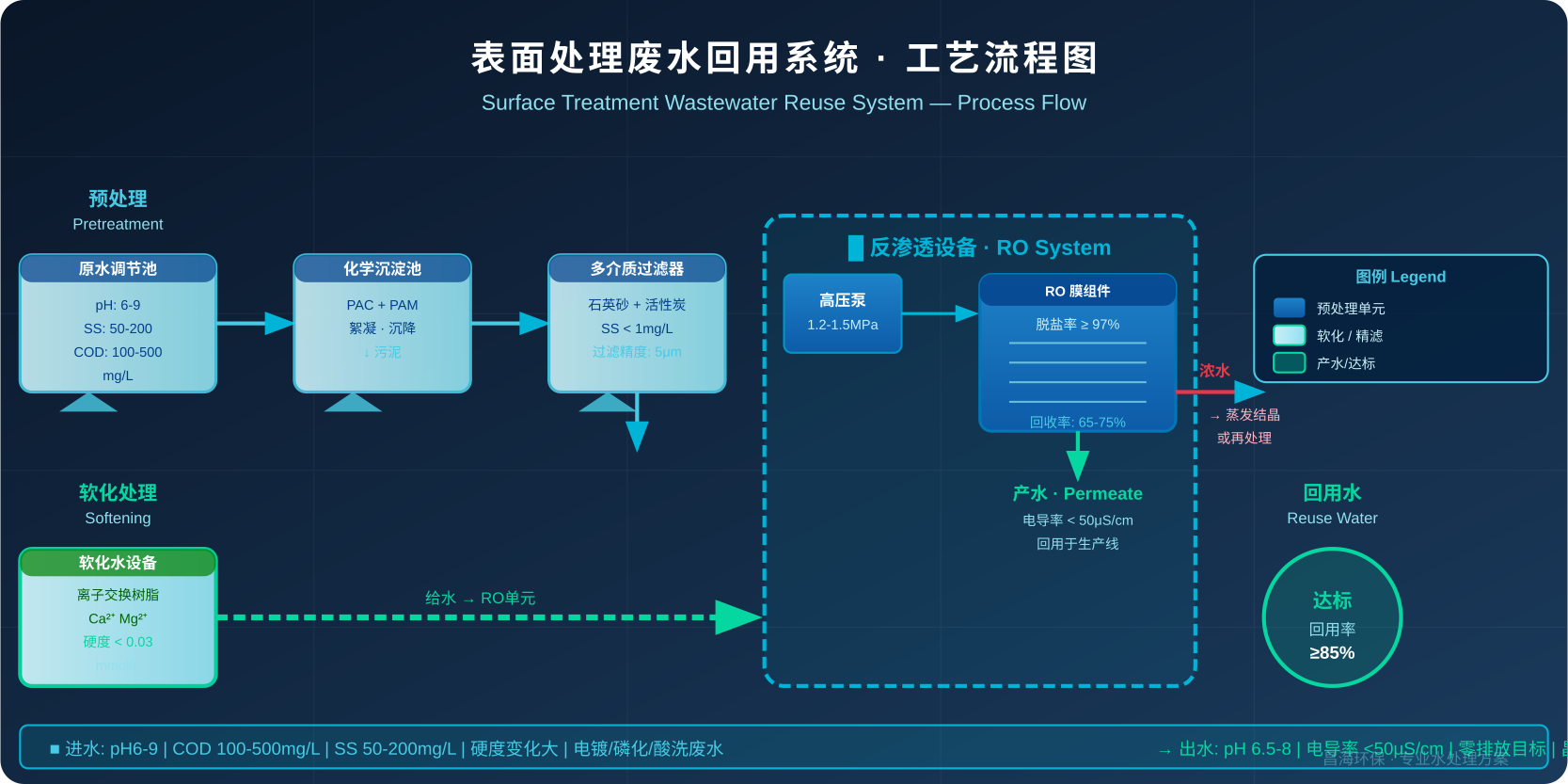
针对上述水质特点,昌海环保构建了一套「软化+反渗透」组合工艺路线,分为三个处理层级:
一级:全自动软化水设备——掐掉结垢源头
原水首先进入全自动软化水设备,通过阳离子交换树脂将Ca²⁺、Mg²⁺等成垢离子置换为Na⁺,将进水硬度控制在0.03 mmol/L以下(按GB/T 18300-2015标准,达到锅炉软化水要求),同步去除部分Fe²⁺、Mn²⁺离子,大幅降低后续RO膜的结垢风险。昌海软化设备采用PLC全自动控制,配备双罐交替运行设计,支持水质实时监测与树脂再生自动触发。
二级:多介质+精密过滤器——精细护航RO膜
经软化处理后的水再通过多介质过滤器(石英砂+活性炭)和5μm精密过滤器,截留细小悬浮物与残余有机物,保证进入反渗透系统的SDI值(淤泥密度指数)低于4,减轻膜面机械堵塞。
三级:反渗透设备——水质达标最后防线
经充分预处理后,水进入昌海反渗透设备的核心膜分离单元。RO膜的孔径约0.0001微米,可截留几乎全部溶解性盐分、重金属离子和大分子有机物。典型工程参数:
- 系统脱盐率:≥97%(新膜初始可达99%以上)
- 产水率:65-75%(水量大时可达80%+)
- 产水电导率:稳定在50 μS/cm以下,满足GB 21900-2008表3标准
- 设计运行压力:1.2-1.5 MPa,系统能耗经济可控
- 膜元件寿命:正常工况下3-5年
产水可直接回用于镀件最终清洗工序(通常要求电导率<100 μS/cm),实现清洗水不外采、不外排的闭环运行,综合回用率可达85%以上。
三个细节,决定系统能不能长期稳定
昌海环保在数十个表面处理废水回用项目交付中总结发现,以下三个工程细节直接决定系统能否长周期稳定运行:
- 预处理真的要做扎实。不少项目出问题,根源不在RO膜,而在多介质过滤器漏炭、精密过滤器安装不当导致浊度超标。调节池pH必须稳定在6.5-8.0之间,这是保护软化树脂和RO膜的基础前提。
- 软化树脂再生不能省。根据进水硬度波动调整再生频率是运行人员最重要的日常工作。昌海建议:产水硬度超过0.1 mmol/L时必须及时再生,切不可”带病运行”——结垢对RO膜的损害是不可逆的。
- 浓水去向要提前规划。RO系统通常有20-35%的浓水排放,这部分含盐量是进水2-3倍,不能直接回用到清洗工艺,需通过DTRO膜系统进一步浓缩减量,或送至蒸发结晶单元做零排放处理。
若企业废水中含盐量特别高、TDS超过10000 mg/L,建议直接采用昌海DTRO膜系统,该系统采用特殊高压膜元件,最高可在6 MPa压力下运行,专为高盐废水减量浓缩设计,与RO系统组合形成完整的零排放工艺链。
写在最后
表面处理企业引进一套稳定运行的废水回用系统,综合回用率可达85%以上,年节约用水成本30-60万元不等(视规模而定),同时减少危废处置和排污费支出。长远来看,环保合规不是成本负担,而是提升议价能力、进入高端供应链的一张入场券。
昌海环保在工业废水处理领域深耕12年,服务过超过200家制造业客户,积累了丰富的电镀、磷化、酸洗、涂装等表面处理行业废水回用项目经验。我们可根据你的实际水质报告和场地条件,提供从小试、工艺比选到工程设计的一站式服务支持。如果你在做技改规划或新建项目的水系统选型,欢迎进一步交流。

