饮料厂反渗透投产 3-6 个月一切正常,到第一个夏天或水源切换时,产水电导率常从 15 μS/cm 慢慢爬到 50-80。我们走访的 9 个饮料厂 RO 案例里,8 个项目根因都出在预处理红线没卡住,而不是主机本身。本文从这三个项目里最常见的3 条预处理红线说起。
一、饮料厂反渗透 4 个高频痛点
1. 电导率反复超标——从初期 10-20 μS/cm 爬到 50-100 μS/cm,化学清洗后短暂恢复,2-3 个月又复发。拆膜聚酰胺层往往完好,问题都出在预处理 SDI 漂到 4-6。
2. 膜寿命砍半——正常 5 年寿命按 SDI≤3、游离氯≤0.05 mg/L 算。红线失守后压密化、氧化、胶体污染三件套同时发作,单次换膜 8-15 万元,叠加停产损失是采购价的 0.6-1.2 倍。
3. 灌装口感波动——矿化度每升 10 mg/L,茶饮料涩感、果汁”金属味”就会被识别,电阻率 < 0.05 MΩ·cm 时不良率翻 2-3 倍。
4. 抽检过不了食品工业用水基线——GB 5749 对 TDS、游离氯、浊度有硬指标。RO 失控时被抽到一次就是 30-60 天整改窗口,对中小饮料厂基本等于断供。
二、3 个 90% 项目漏掉的预处理红线
饮料厂反渗透出问题,90% 不是主机的锅,而是预处理参数长期”差不多就装上”。压成 3 条红线,任何一条失守都足以让 5 年膜寿命砍半:
红线 1:SDI15 ≤ 3(建议 ≤ 2)——SDI 长期 3.5-5 时胶体颗粒在膜前端堆积,压差以每月 0.05-0.1 bar 上升,3 个月到清洗警戒线。多介质石英砂粒径、反洗周期、水流分布器是否堵了是失守的三大原因。
红线 2:游离氯 ≤ 0.05 mg/L(ORP 控 200 mV 以下)——0.1 mg/L 余氯持续 1000 小时脱盐率从 99.5% 跌到 96-97%。活性炭装上了但没装 ORP 监测+定期更换,半年后饱和,余氯直进 RO,等于每天 24 小时慢性氧化。
红线 3:Fe ≤ 0.1 mg/L + 温度 20-30 ℃——Fe 高会形成铁氧化物胶体,水温 < 15 ℃ 通量衰减 20-30%,> 35 ℃ 加速膜水解,必须用恒温水箱锁住 20-30 ℃。
把红线接进预处理 PLC,超线就触发自动旁路+报警——下面这张流程图把红线参数和对应处理段标在一起:
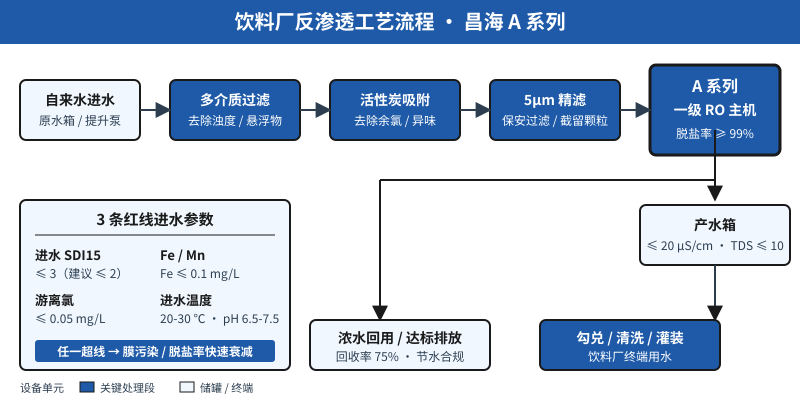
三、昌海 A 系列反渗透方案:3 段式闭环
1. 预处理段——多介质过滤器 10-15 m/h 流速配石英砂+无烟煤;活性炭装 ORP 在线电极,阈值 200 mV,超线自动旁路;5μm 精滤作保安过滤。目标:SDI15 锁 2.0-2.5、游离氯 ≤ 0.02 mg/L。
2. RO 主机段——昌海 A 系列一级两段排列,单套回收率 75%,段间增压泵抵消浓水侧渗透压抬升。配套高低压保护、产水电导率在线监测、CIP 化学清洗接口,脱盐率稳定 99.2-99.6%,电导率 ≤ 20 μS/cm 直进勾兑罐。
3. 后处理段——对微生物限值要求的功能饮料厂,后段串联 UV(254 nm)+ 0.22 μm 终端精滤即可控菌落总数。浓水侧可接二级 RO 或回用作冲洗水,整体水利用率 88-92%。
下图是典型食品饮料厂纯净水灌装线——RO 产水箱到灌装的管路很短,正是为了把停留时间压到最短:

四、关键参数对照表
下面把食品工业用水基线、饮料勾兑纯水建议值、昌海 A 系列反渗透的典型产水并列:
| 关键参数 | 食品工业用水基线 | 饮料勾兑用纯水建议值 | 昌海 A 系列反渗透典型产水 |
|---|---|---|---|
| 电导率 (μS/cm) | ≤ 500 | ≤ 50 | ≤ 20 |
| TDS (mg/L) | ≤ 300 | ≤ 30 | ≤ 10 |
| 游离氯 (mg/L) | ≤ 0.05 | ≤ 0.02 | 未检出 |
| SDI15 | — | ≤ 3 | ≤ 2 |
| 脱盐率 | — | ≥ 99% | 99.2 – 99.6% |
| 回收率 | — | — | 75%(二级回用后 88-92%) |
昌海 A 系列产水电导率和 TDS 比建议值还低一个数量级。表格数据是稳定运行 6 个月后的连续监测中位数,建议业主把”6 个月连续监测”写进验收条款。
五、饮料厂业主 24 小时行动清单
如果近半年出现过产水电导率超标或膜寿命没撑过 3 年,按下面清单核查,24 小时内能定位 80% 的潜在问题:
① 测进水 SDI15——连续 3 天每天 1 次,SDI > 4 排查多介质反洗周期;② 测活性炭出口 ORP——ORP > 200 mV 必须换炭;③ 查段间压差——超 0.3 bar/月持续上升是膜污染前期信号,及时 CIP 比等产水量掉 10% 再洗省 60% 成本;④ 复核水温记录——夏季水温波动 > 5 ℃ 时漂移 5-15 μS/cm;⑤ 把红线参数写进 SOP——每天 1 次记录 + 自动报警。
说到底,饮料厂反渗透产水反复超标的根因往往不在主机,而在预处理红线没守住。把红线参数变成每天看得见的指标,比埋在一摞 SOP 文档里实用得多。需要详细方案选型或历史项目产水数据,可以参考昌海 A 系列反渗透饮料厂应用页和配套案例二。

