近年来,食品安全监管部门对食品饮料生产企业的水质的检查频次与处罚力度持续加大。许多企业在应对微生物超标、硬度超标、TDS波动等水质异常时,往往陷入被动——停产整顿、召回产品、整改罚款,每一项都是致命打击。生产用水的安全与稳定,早已成为食品饮料企业不可忽视的核心竞争力。
食品饮料生产用水面临三大核心挑战
微生物超标风险始终存在。天然水源中大肠杆菌、菌落总数等微生物指标普遍存在,即便经过初步过滤,若后续处理工艺不到位,生产末端水样的微生物指标极易超出 GB 5749 标准。特别是含糖量高的饮料生产线,残留营养基质为微生物二次繁殖提供了温床,夏季尤为高发。
钙镁硬度影响产品品质。硬度过高的水用于锅炉补水会引发结垢,导致热效率大幅下降;用于CIP清洗会降低清洗剂效果,造成设备表面残留。更关键的是,部分软饮料产品在配方中对离子浓度极为敏感,硬度波动会直接改变口感与色泽稳定性。
来水水质季节性波动剧烈。部分食品企业位于工业园区或城乡结合部,市政供水在雨季或旱季的水质参数变化幅度极大——TDS从200mg/L跳至500mg/L以上是常见现象。如果水处理系统缺乏缓冲能力,这种波动会直接传导至生产线,影响产品质量一致性。
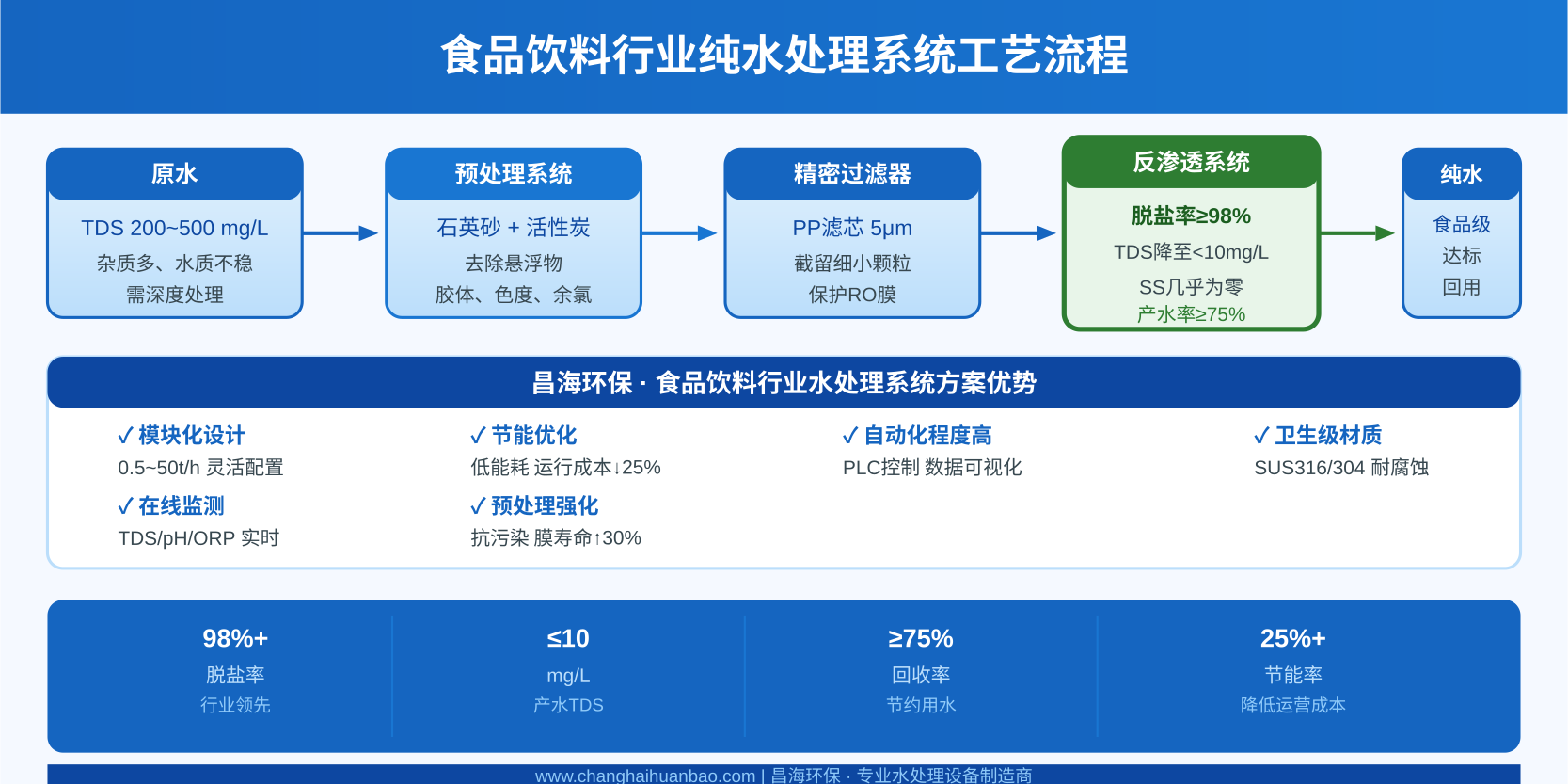
反渗透系统:食品级水处理的核心屏障
反渗透(RO)膜是目前工业水处理领域过滤精度最高、商业化最成熟的膜分离技术。在0.3~1.0MPa的操作压力下,原水通过半透膜时,溶解性固体、微生物、硬度离子被高效截留,产水TDS可降至10mg/L以下,脱盐率稳定达到98%以上。对于食品饮料企业而言,反渗透系统具备以下不可替代的优势:
- 过滤精度达0.0001μm:可截留几乎所有溶解性盐分、细菌、病毒,彻底消除微生物风险。
- 全物理过滤过程:不添加任何化学药剂,产水无二次污染风险,完全满足食品级安全要求。
- 自动化程度高:PLC控制系统对TDS、压力、流量进行实时监测,水质异常自动报警并切换管路。
- 模块化设计灵活:昌海环保可提供0.5~50t/h不同规格的反渗透设备,适配从小规模饮料灌装到大型乳制品生产的各类场景。
昌海环保反渗透方案:稳定产水、节能降耗
昌海环保食品饮料行业反渗透水处理系统方案,在标准工艺基础上强化了预处理配置与能耗优化两大核心环节。
在预处理阶段,系统配置石英砂多介质过滤器 + 活性炭过滤器 + 5μm精密过滤器的三级预处理组合,有效去除悬浮物、余氯、有机物等会加速RO膜污染的物质,相比常规预处理方案,膜元件清洗周期延长30%以上,显著降低运维频次与成本。
在节能环节,昌海环保采用变频高压泵配合能量回收装置,综合节能率可达25%以上。以一条10t/h产水量的饮料生产线为例,每年可节省电费支出约8~12万元,2~3年即可回收设备投资增量部分。
产水指标方面,系统出水TDS稳定在10mg/L以下,菌落总数未检出,硬度几乎为零,完全满足GB 5749饮用水标准以及各细分类食品生产的工艺水质要求。
每一条生产线都值得一套量身定制的水处理方案
食品饮料企业的用水场景差异极大——乳制品需要超低硬度水,碳酸饮料关注离子稳定性,果蔬汁生产线对微生物控制要求最为严苛。昌海环保技术团队可根据企业实际水源水质、产量规模、场地条件,提供从工艺设计到设备安装调试的全流程服务,帮助企业建立稳定、经济、合规的生产用水体系。
如需了解更多食品饮料行业水处理方案细节,欢迎与我们取得联系,获取针对性的技术咨询与配置建议。

