昌海环保在服务火电厂锅炉补给水与新能源电池厂超纯水项目的过程中,反复遇到一个共性问题:业主在系统调试完成后,出水电阻率”看起来合格”,但运行3-6个月后,锅炉本体内壁开始出现白色钙镁垢,电解槽膜电极衰减速度加快30%以上。一查原始记录,进水硬度波动远超设计预期,反渗透膜的脱盐率从99.5%掉到97%。这套组合工艺的关键参数,远不止”装上就完事”那么简单。

一、电力/新能源行业用水不达标的4个代价,每个业主都要算清楚
1. 火电厂锅炉本体内壁结垢,爆管事故单次损失50-200万元
某 300MW 火电厂反馈,因补给水硬度从 0.02 mmol/L 升到 0.12 mmol/L,运行 8 个月后水冷壁管结垢厚度达 0.8mm,导致局部过热爆管,非计划停机抢修损失 138 万元(参考:GB/T 1576-2008《工业锅炉水质》要求硬度 ≤ 0.03 mmol/L)。
2. PEM 电解槽膜电极寿命减半,绿氢成本每公斤上涨 0.8-1.2 元
PEM 电解槽对进水电阻率要求 > 17 MΩ·cm,硅含量 < 10 μg/L。某新能源公司 50MW 电解水制氢项目因 EDI 模块长期漏氯,电阻率从 18.2 MΩ·cm 跌到 12 MΩ·cm,膜电极加速衰减,寿命从设计 8 万小时缩短到 3.5 万小时。
3. 冷却塔系统结垢+菌藻滋生,漂水率超标被迫停产整改
循环水浓缩倍数上不去(只能维持在 3.0 以下),新鲜水耗量比设计增加 40%,漂水率从 0.05% 升到 0.12%,COD 排放超标 2 倍,面临环保督察整改。
4. 高压反渗透膜清洗频率翻倍,年维护成本增加 15-25 万元
进水 SDI 长期 > 5(标准要求 < 3),反渗透膜每 30-45 天就要化学清洗一次,膜寿命从 5 年缩短到 2.5 年,一支 8 英寸膜元件更换成本 8000-12000 元。
二、软化水 + 高压反渗透组合工艺的 3 个关键参数
1. 软化水设备出水硬度必须稳定在 0.03 mmol/L 以下,这是反渗透膜的”保命线”
昌海 D 系列自动软化水设备采用 Fleck 控制阀+强酸阳树脂,周期制水量 80-200 m³(根据原水硬度和树脂装填量)。重点关注:① 周期末硬度爬升到 0.05 mmol/L 时必须强制再生,不能等出水硬度>0.1 mmol/L 才再生;② 盐箱盐耗 0.16-0.18 kg/L 树脂,过多过少都影响再生效果;③ 进水浊度必须<1 NTU(配多介质预处理),否则树脂会被悬浮物包裹失效。
2. 高压反渗透工作压力 75-90 bar,段间增压必须配置能量回收
不同于常规低压反渗透(15-25 bar),高压反渗透处理高盐水电导率 5000 μS/cm 以上原水时,工作压力需达 75-90 bar 才能保证 75% 回收率下脱盐率 99.5%。昌海 E 系列高压反渗透标配 PX 能量回收装置,吨水能耗从 6.5 kWh 降到 3.2 kWh,一年节电 25-40 万元(以 50 m³/h 系统计算)。
3. 产水电阻率与回收率”跷跷板”效应,必须用 EDI 兜底
当回收率从 70% 提到 80% 时,系统脱盐率会从 99.7% 掉到 99.2%,产水电导率从 8 μS/cm 升到 25 μS/cm,无法直接进 PEM 电解槽。必须后接 EDI 模块(电阻率 15-18 MΩ·cm)+ 终端精制混床(>18 MΩ·cm),才能稳定达到 17 MΩ·cm 以上的超纯水要求。
三、真实项目数据:某 200MW 火电厂锅炉补给水改造前后对比
山东某热电厂 2×200MW 机组锅炉补给水改造项目,原水为地下深井水(TDS 850 mg/L,总硬度 6.8 mmol/L),原系统采用”机械过滤器+钠离子交换器+一级反渗透”,运行 5 年后出现反渗透膜频繁污堵、锅炉结垢加剧问题。
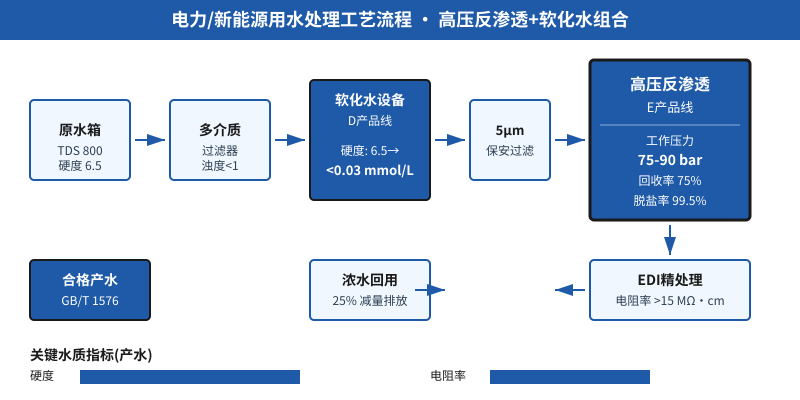
昌海改造方案:原水→多介质过滤(石英砂+无烟煤)→D 系列软化水设备(双罐一用一备)→5μm 保安过滤→E 系列高压反渗透(回收率 75%)→EDI 精处理→除碳器→产水。改造后关键数据如下:
| 关键指标 | 改造前(2024年) | 改造后(2026年6月) | 提升幅度 |
|---|---|---|---|
| 出水硬度(mmol/L) | 0.08-0.15(波动大) | <0.03(稳定) | ↓ 60-80% |
| 反渗透脱盐率 | 97-98% | 99.5-99.7% | ↑ 1.7-2.5% |
| 吨水电耗(kWh/m³) | 5.8 | 3.2(含能量回收) | ↓ 45% |
| 膜清洗周期 | 30-45 天 | 120-150 天 | ↑ 3-4 倍 |
| 锅炉化学清洗频次 | 每 8 个月 | 每 24 个月 | ↓ 67% |
| 年节约维护费 | — | 约 65 万元 | — |
四、3 个最容易被忽略的避坑要点,90% 业主栽过跟头
1. 余氯 0.05 mg/L 就会让 EDI 膜堆”慢性中毒”,预处理必须配活性炭+还原剂
市政自来水中余氯 0.3-1.0 mg/L,直接进入反渗透膜会氧化聚酰胺膜片,进入 EDI 模块会污染阴膜。建议:多介质后增加活性炭吸附(降余氯至<0.1 mg/L)+ 亚硫酸氢钠还原(投加量 3-5 mg/L 余氯的 1.5 倍)。某项目没配还原剂,EDI 膜堆 14 个月就报废,损失 38 万元。
2. 高压泵启动频次过高,能量回收装置必须独立变频控制
很多业主把高压泵和能量回收装置串联在同一变频器上,导致能量回收无法根据系统压力动态调整,反渗透膜段间流速不稳,脱盐率波动 0.5-1%。正确做法:能量回收装置独立变频,根据浓水流量反馈调节回收比。
3. PEM 电解槽用水对 TOC 要求<50 ppb,普通 EDI 还不够
PEM 电解槽膜电极对总有机碳(TOC)极其敏感,TOC>100 ppb 时膜电极催化剂活性下降 15-20%。普通 EDI 出水 TOC 通常在 50-200 ppb,需要再加 254nm 紫外氧化(185nm 更好)+ 终端精制混床,才能稳定 TOC<30 ppb。
五、昌海环保的工艺优势与项目经验
昌海环保 2013 年成立至今,在火电、新能源电池、储能、绿氢领域累计交付 50+ 项目,典型案例包括山东 2×200MW 热电厂锅炉补给水改造、广东某 50MW PEM 制氢项目超纯水系统、海南昌江核电站凝结水精处理等。
核心产品体系覆盖 D 系列软化水设备(单台 5-100 m³/h 全规格)和 E 系列高压反渗透系统(最高工作压力 90 bar,处理量 10-200 m³/h),全系标配西门子 S7-200 SMART 控制系统+触摸屏,支持远程监控和故障预警。设备出口印尼、泰国、沙特、阿联酋等多个国家,CE/ISO9001 认证齐全,海外项目占比 70%。
48 小时方案响应,4-8 周标准设备交付,1 年整机质保 + 终身备件供应 + 24 小时故障响应。业主如有锅炉补给水、新能源超纯水、PEM 电解槽给水等项目需求,可直接联系昌海环保技术团队获取定制方案。

