一、晶圆厂为什么 1ppm 杂质都不能有
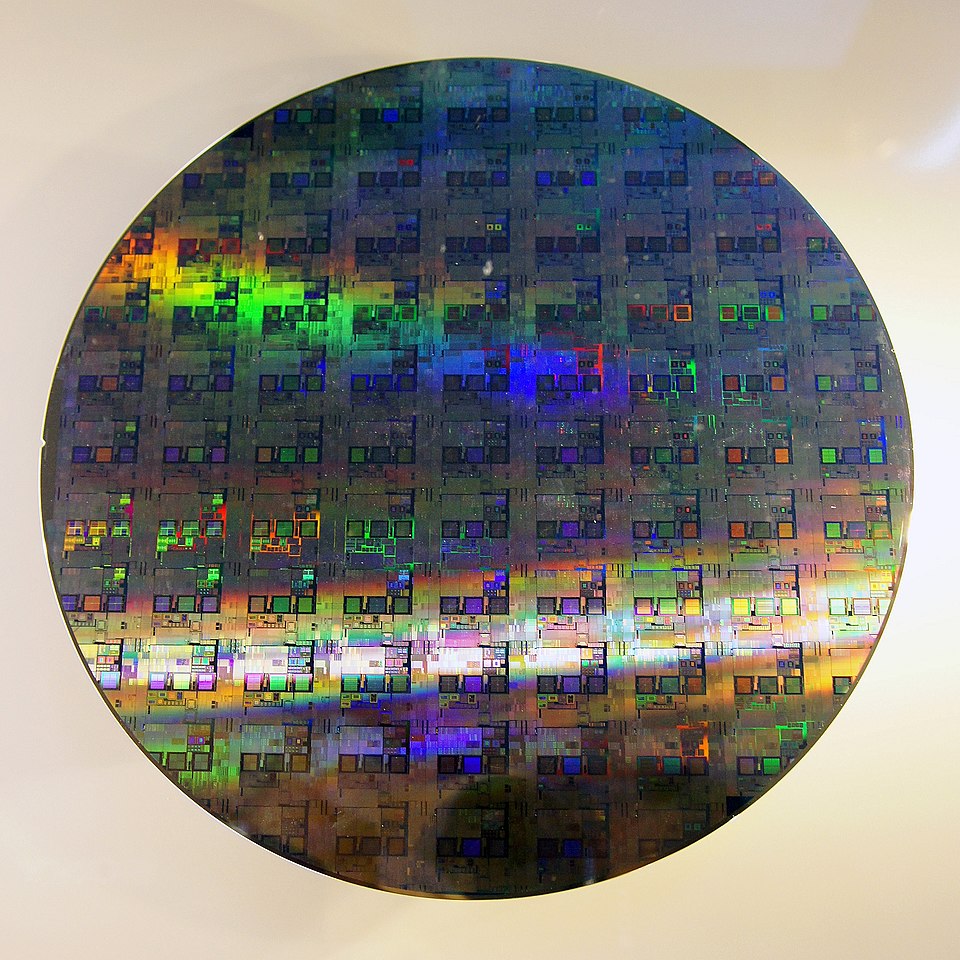
半导体晶圆加工中,超纯水(UPW)是与晶圆直接接触最多的工艺介质——清洗、漂洗、刻蚀后冲洗,每片 12 寸晶圆加工全过程要消耗 200-400 升 UPW。一条 5 万片/月的产线,一天就有 5-8 万片在跑。
按 SEMI F-63 标准,电子级 UPW 关键指标:电阻率 ≥ 18.2 MΩ·cm(25℃),硅 < 1 μg/L,TOC < 5 ppb,颗粒(>0.2μm)< 1 个/mL。任何一项掉线,整条产线就要降级或停机。
1. 电阻率从 18.2 掉到 16.5,离子浓度涨 6-8 倍
表面看只掉 1.7 个 MΩ,实际意味着溶解性离子总浓度从 0.055 ng/L 上升到约 0.4 ng/L。直接后果:晶圆表面 Cu/Fe/Na 等金属污染,栅氧击穿,整批报废。
2. 真实损失案例:3 吨晶圆 + 200 万元
2024 年江苏某 8 寸晶圆厂就出过事故:EDI 模块失效 6 小时未发现,3 吨晶圆(折合约 2400 片)报废,直接损失 200 万;加上产线停机恢复、客户索赔,实际损失 350-400 万。老工程师复盘时反复说一句话:18.2 掉到 16.5 不是参数偏差,是工艺事故。
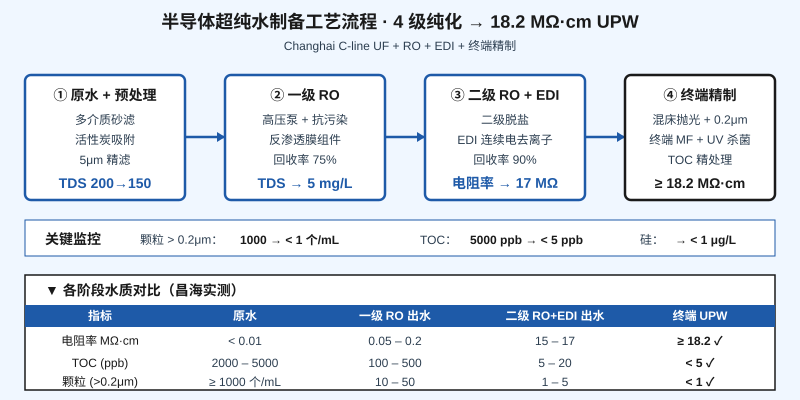
二、超纯水系统 4 段工艺 + 昌海方案能力
完整的超纯水系统是 4 段纯化链:原水 → 预处理(多介质+活性炭+5μm 精滤)→ 一级 RO → 二级 RO+EDI → 终端精制(混床抛光+0.2μm MF+UV 杀菌)→ 18.2 MΩ·cm UPW 出水。
这套工艺链每一段都不可替代:预处理保护 RO 膜不污染、不结垢;一级 RO 脱除 95%+ 盐分;二级 RO 把残余离子压到 μS/cm 级;EDI 在不间断运行下把电阻率拉到 15-17 MΩ·cm;终端混床+MF+UV 做最后的”抛光”才能稳定达到 18.2。
3. 昌海 C 系列超纯水设备的工艺落地能力
昌海 C 系列超纯水设备就是这条 4 段链路的整机方案。在东南亚已落地多个高纯水项目:印尼巴厘岛乌布生态度假村的 UF+RO+EDI 组合,产水电阻率稳定 > 15 MΩ·cm,TDS < 50 mg/L;新加坡滨海湾酒店 RO-3 系统,2 套连续运行 3 年无大修、膜元件寿命验证。这些项目印证了 C 系列在长期运行下的稳定性。
需要特别注意的是:每一段都有专门的在线监控仪表——电导率计、TOC 分析仪、硅表、颗粒计数器。任何一段失效,整条链就失效——这是纯水系统的”短板效应”,选型时必须逐段确认。
三、老工程师的 4 条进水指标红线
老工程师反复盯的是这 4 条进水指标红线——任何一条掉线就是工艺事故。
4. 关键红线 1:电阻率 ≥ 18.2 MΩ·cm(UPW 出水,25℃ 实测)
实际报警线:< 17 MΩ·cm。掉到 16.5 就已超警——表面看是产水水质不达标,根因往往是 EDI 进水电导率飙升(>1 μS/cm)或混床树脂失效。
5. 关键红线 2:TOC < 5 ppb(总有机碳)
实际报警线:> 10 ppb。TOC 高的后果是氧化膜厚度不均,影响栅氧质量。常见来源是 RO 膜生物污染、终端 UV 灯老化。
6. 关键红线 3:溶解硅 < 1 μg/L
实际报警线:> 3 μg/L。硅超标直接导致栅氧击穿——这是芯片良率的隐形杀手。常见来源是预处理中硅酸盐穿透 RO 膜。
7. 关键红线 4:颗粒(>0.2μm)< 1 个/mL
实际报警线:> 5 个/mL。光刻环节对颗粒极度敏感,5 个/mL 已能造成光刻缺陷。常见来源是终端 MF 滤芯破损或管道二次污染。
把 4 条红线与 SEMI F-63 标准做横向对比,看一眼就知道”实测报警值”留了多少安全余量:
| 指标 | SEMI F-63 标准 | 实测报警值 | 后果 |
|---|---|---|---|
| 电阻率 | ≥18.2 MΩ·cm | <17 MΩ·cm | 晶圆表面金属污染 |
| TOC | <5 ppb | >10 ppb | 氧化膜厚度不均 |
| 溶解硅 | <1 μg/L | >3 μg/L | 栅氧击穿 |
| 颗粒(>0.2μm) | <1 个/mL | >5 个/mL | 光刻缺陷 |
四、3 个真实避坑建议 + 选型清单
3 个避坑建议(来自昌海东南亚项目的复盘):
8. 避坑建议 ①:选型阶段就要 EDI 实测曲线
让 EDI 厂家提供”进水电导率-产水电阻率”实测曲线,不要只看宣传册上的 18.2 MΩ·cm 标称值。很多 EDI 模块名义 18.2 MΩ·cm,在进水 5 μS/cm 时实际已掉到 16——这是 8 寸厂事故的直接根因。
9. 避坑建议 ②:水源水质必须做 11 项重金属全分析
建厂前对原水做全分析:至少 11 项重金属(Na/K/Ca/Mg/Fe/Cu/Mn/Zn/Al/Ni/Cr)+ TOC + 颗粒数 + 溶解硅。只测常规 5 项(TDS/pH/浊度/硬度/氯)会漏掉关键污染物,等产线投产后再发现就晚了。
10. 避坑建议 ③:EDI 模块 + 终端混床必须预防性维护
6 个月 1 次小修(清洗+校正),1 年 1 次大修(树脂更换或 EDI 模块化学清洗)。不要等电阻率掉到 16 才修——那时损失已经发生。新加坡滨海湾项目的 3 年无大修运行,就是靠这套预防性维护撑下来的。
11. 选型清单(采购前必查)
产水量 ≥ 设计值 120%:留 20% 余量,应对产能爬坡。
一级 RO 回收率 ≥ 75%,二级 ≥ 90%:节水 + 减废。
控制系统:PLC + 触摸屏 + 4G 远程监控:异常秒级推送。
在线仪表 ≥ 4 路:电导率 / TOC / Si / 颗粒,必须全部接入中控。
备用 EDI 模块 1 套:避免单点故障导致全产线停机——3 吨晶圆 + 200 万损失的教训就在这里。

