某医药中间体厂真实案例:原水COD约80mg/L,RO产水COD长期稳定在30mg/L以下。某天报警到200mg/L,查一天发现活性炭3个月没反冲洗,TOC穿透污染RO膜——3支膜报废,单次损失4.2万元。
精细化工水处理「水质波动+有机物污染+要求严」三难叠加。本文把这案例的3个最易踩坑预处理参数抽出来。
一、精细化工反渗透系统最容易踩的3个坑
1. 预处理 TOC 残留超标:90% RO污染的「罪魁」。很多厂只盯主机不查预处理出水TOC。某项目活性炭+5μm精密过滤理论应降到5mg/L以下,半年实测还有18mg/L——活性炭饱和成微生物温床,释放有机物压到RO膜上。建议罐前后都加TOC监测,出水/进水TOC比 > 0.5 即更换。
2. SDI 污染指数被忽视:膜污染的「总开关」。反渗透厂家通常要求SDI < 3,但精细化工厂水源波动大,SDI常滑出区间。SDI高即胶体/悬浮物堵膜前段,压差上升、出水量下降、清洗翻倍。建议进水前装SDI自动测量仪,> 5 自动报警——某厂上了清洗频率从每月2次降到每季度1次,年省18万元。
3. 进水 pH/温度耦合漂移:脱盐率波动的「隐形元凶」。RO膜对pH/温度极敏感:温度每升1℃,产水量+2-3%但脱盐率-0.1-0.2%。精细化工水温常20-35℃波动,没温控时膜加速老化。建议主机前加板式换热器和在线pH调节,温度25±2℃、pH 7.0±0.3。
二、真实案例:精细化工厂反渗透改造全过程
昌海服务的某苏州医药中间体厂(脱敏),原系统3年内两次事故:膜3支停机一晚报废(硬度150mg/L+无低压冲洗→CaCO₃结垢);电导率从6μS/cm爬到18μS/cm(多介质反洗不彻底→胶体穿透)。
昌海2024年改造:预处理原水→多介质→活性炭→自动软化器(硬度150→<1mg/L)→5μm保安;主机高压泵→一级RO(回收率70%)→工艺纯水箱。同时增SDI自动报警、TOC取样阀、换热器恒温。运行5个月:电导率8-12μS/cm,清洗周期延至6个月,年省26万元。
三、选型必须卡稳的3个回收率
回收率过高(>75%)让浓水侧结垢风险陡升,过低(<50%)每天浪费近半自来水。昌海推荐如下选型矩阵:
| 原水TDS (mg/L) | 推荐一级RO回收率 | 工艺用水标准 | 建议组合路线 |
|---|---|---|---|
| < 200(自来水/低TDS井水) | 70-75% | 电导率 < 10 μS/cm | 多介质+活性炭+软化+一级RO |
| 200-800(中TDS井水) | 60-65% | 电导率 < 10 μS/cm | 软化+一级RO+二级RO |
| 800-2000(苦咸水/废回用) | 50-60% | 电导率 < 50 μS/cm | UF+一级RO+二级RO+EDI |
四、反渗透工艺路线与应用场景
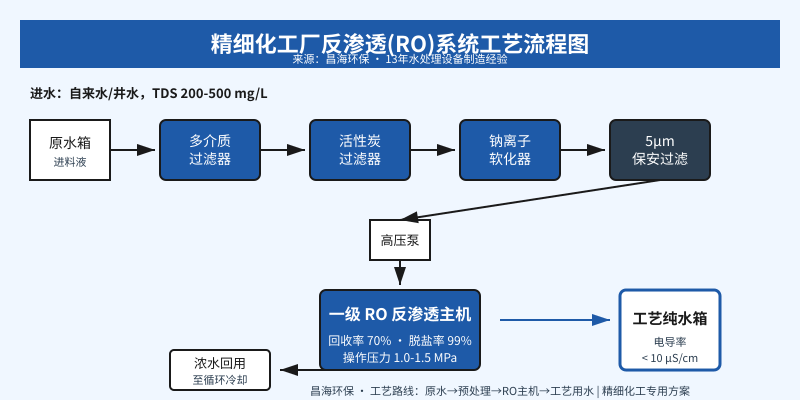
下图展示精细化工常用RO工艺(自来水/低TDS井水):原水→预处理→RO主机→工艺纯水,浓水回用至循环冷却。
下图是欧洲某大型化工生产基地实景(CC BY-SA 4.0,Wikimedia Commons)。精细化工连续生产对工艺用水水质稳定性要求严苛,RO系统是关键基础设施。

六、给业主的3条验收硬指标
1. 验收前实测7个数据(流量、电导率、pH、硬度、SDI、回收率、压差),不达标必须整改后复验;2. SDI不可省(报告无SDI实测=大概率有胶体穿透隐患);3. 要求提供「膜污染应急清洗方案」(药剂、配比、流速、温度、时间5要素缺一不可,无方案不可选用)。
七、结语
昌海专注精细化工RO 13年,3000㎡东莞厂,整机1年/膜6个月质保,24h响应,已交付200+项目。欢迎沟通。

