一、精细化工一级RO浓水直排,一年要交三笔账
精细化工厂的一级反渗透(RO)按”60% 产水、40% 浓水”设计,浓水含盐量是原水的 2-3 倍,长期被直排。2025 年新版《工业废水循环利用技术规范》实施后,浓水直排已被多地生态环境局列入重点检查项——一家年产 50 吨精细化学品的工厂,仅浓水直排一项一年要付出三笔钱。
1. 水资源税 + 自来水费
按年产 50 吨精细化学品、日用水 600 m³、RO 浓水 40% 计,单厂一年直排浓水约 22 万吨。水资源费 1.5 元/m³、排污费 2.8 元/m³ 中部省份,仅这两项就超 94 万元,还没算浓水进污水站的二次处理成本。
2. 环保罚款 + 限产风险
浓水含盐量高,进入生化系统会抑制微生物活性。2025 年华南某精细化工厂因浓水冲击生化段被处 38 万元罚款并停产 21 天,直接订单损失超 200 万元。专项检查中,浓水直排是必查项。
3. 碳排放账
22 万吨浓水对应的取水 + 输水 + 处理综合能耗,相当于额外排放 280 吨 CO₂,”双碳”目标下最终会反映到企业碳交易成本里。
二、传统设计卡在 60% 回收率的 3 个根因
不少精细化工厂在一级RO选型阶段就把”60% 回收率”作为定稿依据,根本原因是当时没人去算浓水回用这笔账。技术上有三个卡点:
1. 单段RO膜面积留量不足
60% 回收率对应的膜面积是按常规水质设计的,硬提到 70% 之后膜污染速度成倍上升,清洗周期从 3 个月缩短到 1 个月——清洗成本反而吃掉节水收益。
2. 浓水水质波动大,缺乏在线监测
精细化工生产过程中 COD、电导率随反应批次波动,没有在线电导率和 COD 监测仪表的情况下把回收率定高,浓水端膜元件会进入”过饱和结垢”状态,2-3 个月就要换膜。
3. 没有设计二级回用段
传统做法是”一级RO → 浓水排放”,中间缺少二级 RO。把二级 RO 加上去,回收率可叠加 18-22%,系统总回收率达 78% 以上。2025 年新版规范已把”二级RO + MVR”列为精细化工浓水回用的优选工艺。
三、3 个回用设计参数,算清一年能省多少钱
精细化工厂要做浓水回用,最关键的就是以下三个设计参数——任一参数失真,整体回用效果就会打折扣。
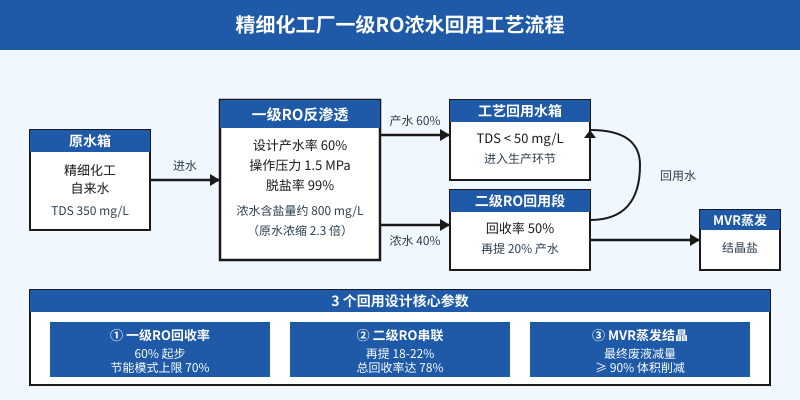
① 一级 RO 回收率:60% 起步,节能模式上限 70%
针对精细化工自来水进水(TDS 350-500 mg/L、硬度 150-220 mg/L),一级 RO 回收率按 60% 设计,节能模式(夜间低负荷)下可提到 70%。回收率超 70% 之后,浓水端的硫酸钙、碳酸钙结垢指数快速上升,需配套加阻垢剂 + 频繁化学清洗,综合经济性反而下降。
② 二级 RO 串联:再提 18-22%,总回收率 78%
一级 RO 浓水作为二级 RO 进水,设计回收率 50%,对应整体系统再提 18-22%。注意二级 RO 进水 TDS 已达 800-1200 mg/L,必须采用抗污染 RO 膜(推荐 DuPont Fortilife CR 系列或同等规格),并配套段间增压泵把操作压力提到 1.2 MPa 以上。
③ MVR 蒸发结晶:最终废液减量 ≥ 90% 体积
二级 RO 之后的最终浓水(TDS 8000-15000 mg/L)进 MVR 蒸发器,结晶出氯化钠和硫酸钠混合盐。”二级 RO + MVR”组合最终废液体积削减 90% 以上,固体盐作为危废合规处置。在江苏、浙江、广东等精细化工聚集区,这种路线已是新建项目标配。
| 方案 | 一级RO回收率 | 总回收率 | 最终废液量 | 吨水运行成本 | 投资回收期 |
|---|---|---|---|---|---|
| 传统方案:RO+直排 | 60% | 60% | 100% | 3.5 元/m³ | — |
| 方案A:单级RO提至70% | 70% | 70% | 70% | 4.2 元/m³ | 1.6 年 |
| 方案B:二级RO串联 | 60% | 78% | 22% | 5.8 元/m³ | 1.3 年 |
| 方案C:二级RO+MVR | 60% | 97%(含结晶盐) | ≤10% | 8.5 元/m³ | 2.1 年 |
从表中可以看出,方案 B(纯二级 RO)是性价比最优解——回收期 1.3 年,吨水成本 5.8 元,低于自来水 + 排污费合计 9.3 元/m³。希望进一步减废可选方案 C。
四、实战账本:江苏某染料中间体厂改造数据
江苏盐城某染料中间体厂(年产 200 吨分散染料中间体)2025 年完成浓水回用改造:原一级 RO 60% 回收率直排,改造后接入二级 RO 串联 + MVR。一年运行数据:
1. 节水量:二级 RO 回收率 52%,总回收率从 60% 提升到 79%,按日用水 800 m³ 计,全年节水 19.1 万吨。
2. 经济效益:节水 + 排污费合计节省 41.6 万元/年,二级 RO 与 MVR 增加运行成本 19.6 万元/年,净收益 22 万元/年,一次性投资 86 万元。
3. 环保收益:最终浓液体积削减 88%,危废处置量从 7200 吨/年降到 864 吨/年。

五、选型避坑:3 个现场最容易栽跟头的细节
1. 不要让二级RO膜直接吃”裸浓水”
一级RO浓水进入二级RO之前,必须先经过 pH 调节 + 5μm 精密过滤,否则二级 RO 膜 3 个月内就会出现颗粒物卡堵,压差上升 0.2 MPa 以上就必须化学清洗。
2. 阻垢剂投加量不要套用自来水数据
精细化工浓水的钙、锶、钡离子浓度是自来水的 3-5 倍,阻垢剂需按浓水水质单独计算,一般按 5-8 mg/L 投加,再通过结垢倾向指数(LSI)反验。建议每季度做一次浓水全分析。
3. MVR 蒸发器选型看蒸汽品质而非”吨位”
精细化工浓水含少量有机物,MVR 蒸发器需配套预处理(活性炭 + 氧化)+ 强制循环,否则 6-12 个月即结焦、效率下降 30% 以上。
精细化工厂的浓水回用不是”做不做”的判断题,而是”先做二级 RO 还是直接上 MVR”的成本题。年产 50-500 吨规模的工厂,二级 RO 串联方案通常能把回收期压在 2 年以内;纳入园区集中处置的可直接选 C 方案。
相关 RO + 二级回用方案可根据原水水质与回用目标一对一配置。

