一、精细化工纯水不稳定的代价,比想象中更严重
精细化工生产中,水质不稳定导致的损失往往是隐形的。原料药合成、催化剂配制、高纯度溶剂调配——任何一个环节用到不达标纯水,轻则产品报废,重则整批停工。
1. 水质波动导致催化反应失效
某药企在合成关键原料时,纯水电导率从0.055 μS/cm跳升至0.8 μS/cm,持续运行48小时后,反应收率从92%骤降至67%。追查发现是RO膜前加了过多阻垢剂,导致膜表面活性下降,产水水质随进水量波动。
2. 金属离子超标造成产品降解
某精细化工企业生产光引发剂,工艺要求电阻率>18 MΩ·cm、Fe<0.1 ppb。因混床树脂饱和后未及时更换,铁离子在后续蒸馏工序中富集,导致整批产品色泽不合格,直接损失超过40万元。
3. 停产清洗导致的交付延误
某华南大型涂料企业,每季度因纯水系统故障被迫停机清洗,每次停工3-5天。2024年因纯水问题导致的交货延误赔偿累计超过180万元。而故障根源只是没有建立规范的RO膜清洗周期。
二、精细化工纯水系统的3个核心参数控制
老工程师总结了精细化工超纯水系统最容易出问题的3个参数,控制好这3点,系统稳定性至少提升80%。
参数一:RO一段电导率控制在15-25 μS/cm
一级反渗透产水电导率是整个系统的先行指标。低于15 μS/cm说明膜元件衰减,通量不足;高于25 μS/cm说明脱盐率下降,后续EDI负担加重。昌海环保的标准做法是在一段RO出口安装在线电导率仪,设置15和25 μS/cm两级报警,确保运行人员第一时间发现问题。
参数二:EDI进水硬度必须小于1 mg/L(以CaCO3计)
硬度超标是EDI模块损坏的最主要原因。Ca、Mg离子会在EDI离子交换膜表面结垢,导致模块内电阻急剧升高,性能不可逆下降。解决方案是在EDI前串联软化水设备,将硬度控制在1 mg/L以下。
参数三:混床树脂再生周期 = 产水电阻率小于17 MΩ·cm
混床树脂是超纯水的最后一道防线。当产水电阻率低于17 MΩ·cm时,必须立即更换或再生树脂。很多企业等到电阻率掉到15 MΩ·cm以下才想起来更换,这时候产品已经受到影响。昌海环保建议将17 MΩ·cm设为强制再生触发点。
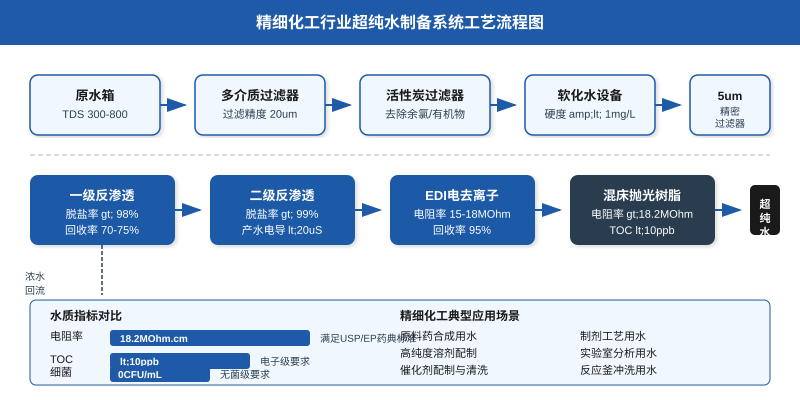
三、精细化工超纯水系统标准配置方案
针对精细化工行业的水质需求,昌海环保推荐C+A组合方案:超纯水设备(RO+EDI+抛光树脂)+ 反渗透设备作为预处理,两级RO确保系统稳定性和产水质量。
| 工艺段 | 设备配置 | 关键参数 | 产水指标 |
|---|---|---|---|
| 预处理 | 多介质过滤器 + 活性炭 + 软化器 | SDI < 4,余氯 < 0.1 mg/L | 浊度 < 1 NTU |
| 一级RO | 反渗透设备 | 操作压力 10-15 bar | 电导率 15-25 μS/cm |
| 二级RO | 反渗透设备 | 脱盐率 > 99% | 电导率 < 20 μS/cm |
| EDI | 超纯水设备(EDI模块) | 电流效率 > 85% | 电阻率 15-18 MΩ·cm |
| 终端抛光 | 混床离子交换树脂 | 再生触发:17 MΩ·cm | 电阻率 > 18.2 MΩ·cm |
四、昌海环保精细化工案例:某药企原料药合成纯水系统
某华南原料药企业,反应釜冲洗和催化反应配制需要15 m³/h超纯水。原有系统使用国产小型设备,产水电阻率仅能达到12 MΩ·cm,且波动剧烈。
昌海环保提供C+A组合方案:预处理 + 两级RO + EDI + 终端抛光混床,系统连续运行18个月,产水电阻率稳定在18.1-18.3 MΩ·cm,铁离子始终 < 0.05 ppb。客户反馈年度产品报废率从1.8%降至0.3%,仅此一项每年节省超过60万元。
五、选型建议:精细化工纯水系统避坑指南
1. 不要只买RO,EDI才是精细化工的核心
RO产水只能达到电阻率 0.05-1 μS/cm,精细化工的催化反应和原料药合成需要大于18 MΩ·cm的超纯水,必须配置EDI模块进行深度脱盐。
2. 软化水设备不能省,这是EDI的保护伞
硬度超标造成的EDI膜结垢是不可逆的损伤,维修成本高,还可能需要整体更换膜堆。软化水设备的投资不到EDI膜堆价格的十分之一,但这笔钱不能省。
3. 在线监测仪表是系统稳定运行的基础
建议配置:RO一段出口电导率、EDI产水电阻率、EDI浓水水质监测。不建议省略任何一项——省下的仪表钱,最后都会以停产损失的形式还回去。
精细化工纯水系统的稳定性决定了生产的连续性和产品质量。控制好以上3个核心参数,搭配合理的C+A组合工艺,能够大幅降低系统故障率,让生产更稳定、产品更有保障。

